Başlık: Cold welding
Gönderen: z - 21 Şubat 2021, 13:14:35
Gönderen: z - 21 Şubat 2021, 13:14:35
Cold welding TIG kaynak makinesinin ozel bir calisma modumudur?
Başlık: Ynt: Cold welding
Gönderen: ilyas KAYA - 21 Şubat 2021, 13:56:14
Gönderen: ilyas KAYA - 21 Şubat 2021, 13:56:14
İzleyince gidip bi tane makine alasım geliyor :) hayranlık verici
Başlık: Ynt: Cold welding
Gönderen: yas - 21 Şubat 2021, 15:06:12
Gönderen: yas - 21 Şubat 2021, 15:06:12
Alıntı yapılan: z - 21 Şubat 2021, 13:14:35Cold welding TIG kaynak makinesinin ozel bir calisma modumudur?
Benimde anladığım aynen öyle. Donanım aynı fakat çalışma modu farklı. Aşağıdaki linkteki makinenin en üst modeli AC-COLD, DC-COLD, AC-TIG, DC-PULSE şeklinde 4 ayrı moda sahip.
https://www.amazon.com/ANDELI-Welding-Machine-Aluminum-TIG-250PL/dp/B088ZLXMMF?th=1
Başlık: Ynt: Cold welding
Gönderen: z - 21 Şubat 2021, 15:36:43
Gönderen: z - 21 Şubat 2021, 15:36:43
O zaman buyuk olasilikla plasma suresini limitliyor. Tek atimlik kaynak yapiyor galiba.
Başlık: Ynt: Cold welding
Gönderen: M.Salim GÜLLÜCE - 22 Şubat 2021, 17:59:23
Gönderen: M.Salim GÜLLÜCE - 22 Şubat 2021, 17:59:23
Yine Argon altındaysa espirisi ne..?
Başlık: Ynt: Cold welding
Gönderen: JKramer - 05 Mart 2021, 15:01:06
Gönderen: JKramer - 05 Mart 2021, 15:01:06
Başlık: Ynt: Cold welding
Gönderen: z - 10 Ağustos 2021, 21:08:07
Gönderen: z - 10 Ağustos 2021, 21:08:07
Klasik elektrod kaynagi icin elektronik kaynak makinam var. Memnunum fakat bu videolari izledikten sonra asil ihtiyacim olan makinanin bu cold welding makinasi oldugunu amladim.
Elimdeki makinayi modifiye edecegim fakat oncelikle cold weldin cihazinin calisma prensibine ihtiyacim var.
Cihazin calisma prensibini kafamda soyle kurguladim.
1) Kaynak makinasi bosta gerilim uretiyor.
2) Dugmeye basinca besleme hattina yuksek frekansli yuksek voltaj enjekte ediyor ve bu esnada argon vs gazi aciyor.
3) Yuksek voltaj kaynak elektrodundan karsidaki is parcasina atliyor ve plazma basliyor.
4) Bir kac yuz mili saniye sonra kaynak makinasini susturuluyor.
Bu islemler her butona basista tekrarliyor.
https://www.bing.com/videos/search?q=cold+welding+princibles&docid=608053874728258456&mid=980DE711A7B65158CAF1980DE711A7B65158CAF1&view=detail&FORM=VIRE
Elimdeki makinayi modifiye edecegim fakat oncelikle cold weldin cihazinin calisma prensibine ihtiyacim var.
Cihazin calisma prensibini kafamda soyle kurguladim.
1) Kaynak makinasi bosta gerilim uretiyor.
2) Dugmeye basinca besleme hattina yuksek frekansli yuksek voltaj enjekte ediyor ve bu esnada argon vs gazi aciyor.
3) Yuksek voltaj kaynak elektrodundan karsidaki is parcasina atliyor ve plazma basliyor.
4) Bir kac yuz mili saniye sonra kaynak makinasini susturuluyor.
Bu islemler her butona basista tekrarliyor.
https://www.bing.com/videos/search?q=cold+welding+princibles&docid=608053874728258456&mid=980DE711A7B65158CAF1980DE711A7B65158CAF1&view=detail&FORM=VIRE
Başlık: Ynt: Cold welding
Gönderen: z - 10 Ağustos 2021, 21:34:26
Gönderen: z - 10 Ağustos 2021, 21:34:26
Hiç TIG makinası kullanmadım. Elektrod kaynak makinasında elektrod yerine tungsten tel takıp saseye kısa sureligine dokundurup ark olustursak tungsten telin sivri ucu hasar görür mü?
Başlık: Ynt: Cold welding
Gönderen: mozkan87 - 10 Ağustos 2021, 22:18:25
Gönderen: mozkan87 - 10 Ağustos 2021, 22:18:25
TIG kaynağı kısaca özetleyecek olursak,
Tunsten elektrodun etrafından çepeçevre 3-15 litre dakika mertebesinde(çoğunlukla 5 litre dakika) argon gazı akıtılıyor. Kullanlan porselen ucun çapına göre akış miktarı ayarlanıyor. Eğer küçük porselen uç yüksek akımlarda kullanılırsa gaz sıcak bölgeyi koruyamadığı için kaynak bölgesi siyahlaşıyor.
Kaynak maninası ilk plazmayı başlatmak için görece yüksek voltaj oluşturuyor, plazma ateşlenince akım kontrol moduna giriyor makina. Çoğunlukla tungsten uçlar sıcaklık kaynaklı değil de ucun eriyik malzemeye dokunması sonucu bozuluyor. Bozulan uçlar daha sonra tekrar taşlanıp kullanılabiliyor. Profesyonel makinalarda torchlar su soğutmalı oluyor, hem torch hem de tungsten uç soğutuluyor. Bazı çok kritik proseslerde Argon ve helyum gazının karışım olarak kullanıldığını okumuştum biyerde ama Türkiye de kullanan görmedim hiç.
Cold welding bence şunu yapıyor, plazmayı ateşliyor, daha sonra malzemenin kararacak kadar ısınmasına müsade etmeden gücü kesiyor ama gazı vermeye devam ediyor. Güç kontrolü bence kritik bir öneme sahip. Normal TIG de elle çok kısa süreli bile punto atmaya çalışsanız bile cold welding teki gibi temiz puntolar elde etmek zor. Benim videolardan anladığım sabit enerji modunda çalışıyor gibi makinalar. TIG e oranla peak gücü yüksek verip, toplam gücü daha düşük seviyede tutuyor olabilirler. Yani düşük frekans, çok küçük duty cycle olan PWM gibi düşünebiliriz.
Tunsten elektrodun etrafından çepeçevre 3-15 litre dakika mertebesinde(çoğunlukla 5 litre dakika) argon gazı akıtılıyor. Kullanlan porselen ucun çapına göre akış miktarı ayarlanıyor. Eğer küçük porselen uç yüksek akımlarda kullanılırsa gaz sıcak bölgeyi koruyamadığı için kaynak bölgesi siyahlaşıyor.
Kaynak maninası ilk plazmayı başlatmak için görece yüksek voltaj oluşturuyor, plazma ateşlenince akım kontrol moduna giriyor makina. Çoğunlukla tungsten uçlar sıcaklık kaynaklı değil de ucun eriyik malzemeye dokunması sonucu bozuluyor. Bozulan uçlar daha sonra tekrar taşlanıp kullanılabiliyor. Profesyonel makinalarda torchlar su soğutmalı oluyor, hem torch hem de tungsten uç soğutuluyor. Bazı çok kritik proseslerde Argon ve helyum gazının karışım olarak kullanıldığını okumuştum biyerde ama Türkiye de kullanan görmedim hiç.
Cold welding bence şunu yapıyor, plazmayı ateşliyor, daha sonra malzemenin kararacak kadar ısınmasına müsade etmeden gücü kesiyor ama gazı vermeye devam ediyor. Güç kontrolü bence kritik bir öneme sahip. Normal TIG de elle çok kısa süreli bile punto atmaya çalışsanız bile cold welding teki gibi temiz puntolar elde etmek zor. Benim videolardan anladığım sabit enerji modunda çalışıyor gibi makinalar. TIG e oranla peak gücü yüksek verip, toplam gücü daha düşük seviyede tutuyor olabilirler. Yani düşük frekans, çok küçük duty cycle olan PWM gibi düşünebiliriz.
Alıntı yapılan: z - 10 Ağustos 2021, 21:34:26Hiç TIG makinası kullanmadım. Elektrod kaynak makinasında elektrod yerine tungsten tel takıp saseye kısa sureligine dokundurup ark olustursak tungsten telin sivri ucu hasar görür mü?Muhtemelen hasar görecektir. Uca diğer metal malzeme eriyip yapışacaktır.Eğer ucu zamanında ayıramazsanız diğer malzemeyi eritip delebilir.
Başlık: Ynt: Cold welding
Gönderen: engerex - 10 Ağustos 2021, 23:04:26
Gönderen: engerex - 10 Ağustos 2021, 23:04:26
Cold TIG şöyle gibi gibi;
Cold TIG modunda TIG'e göre daha yüksek akım veriliyor. Süresi ise 1-200 ms aralığında. İnce malzemeler için daha uygun.
Cold TIG modunda TIG'e göre daha yüksek akım veriliyor. Süresi ise 1-200 ms aralığında. İnce malzemeler için daha uygun.
Başlık: Ynt: Cold welding
Gönderen: z - 10 Ağustos 2021, 23:31:07
Gönderen: z - 10 Ağustos 2021, 23:31:07
Tig torclari cok pahali. Ayrica bu torcun boynuzlu olmasi sartmidir. Havya seklinde torc olmaz mi?
Deneme amacli torc yapmak zormudur?
Ic yapisi nasildir?
Deneme amacli torc yapmak zormudur?
Ic yapisi nasildir?
Başlık: Ynt: Cold welding
Gönderen: triyak - 12 Ağustos 2021, 10:54:59
Gönderen: triyak - 12 Ağustos 2021, 10:54:59
Alıntı yapılan: z - 10 Ağustos 2021, 21:34:26Hiç TIG makinası kullanmadım. Elektrod kaynak makinasında elektrod yerine tungsten tel takıp saseye kısa sureligine dokundurup ark olustursak tungsten telin sivri ucu hasar görür mü?
TIG kaynakta MMA(elektrot) kaynağı gibi akım kontrollü bir kaynak. Aralarındaki tek fark TIG'in kaynak esnasındaki voltajı daha düşük. ;
Elinizdeki MMA kaynak makinasına musluklu torc (ve argon tüpü) takarak "Lift TIG" kaynağı yapabilirsiniz.
Tig kaynakta, ilk ark banyosunu oluşturmak için yüksek voltaj kullanılırken, Lift Tig'de ise ark banyosunu oluşturmak için torc metale dokundurulup ark banyosu başlatılıyor.
Boynuzlu torcun, boynuzunun olma sebebi içindeki tugnsten elektrodun uzunluğundan kaynaklanıyor. Torcun tek görevi tugsten elektrot ile kaynak kablosunun bağlantısını sağlayıp, gaz yardımıyla ark banyosundan havayı uzak tutmak.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 12 Ağustos 2021, 12:20:07
Gönderen: Yuunus - 12 Ağustos 2021, 12:20:07
@wanted0035 tig kaynagi ilk gordugumde yuksek voltajla kaynak yapiyor sanmistim, cunki gorunuste sanki surekli yuksek voltaj atlama yapiyor gibi gorunuyordu, sonra katalog verilerine baktim voltaj cok yuksek degildi MMA gibiydi, ama siz ark banyonu olusturmak icin yuksek diyorsunuz, yaklasik kac volt merak ettim, birde voltaj yuksekse operator nasil carpilmiyor. kisa pulse seklinde bile olsa riskli degilmi. bu gorunusteki algi yanilmasi mi yoksa gercekten yuksek voltajla mi kaynak yapiliyor.
Başlık: Ynt: Cold welding
Gönderen: triyak - 13 Ağustos 2021, 11:17:02
Gönderen: triyak - 13 Ağustos 2021, 11:17:02
Alıntı yapılan: Yuunus - 12 Ağustos 2021, 12:20:07@wanted0035 tig kaynagi ilk gordugumde yuksek voltajla kaynak yapiyor sanmistim, cunki gorunuste sanki surekli yuksek voltaj atlama yapiyor gibi gorunuyordu, sonra katalog verilerine baktim voltaj cok yuksek degildi MMA gibiydi, ama siz ark banyonu olusturmak icin yuksek diyorsunuz, yaklasik kac volt merak ettim, birde voltaj yuksekse operator nasil carpilmiyor. kisa pulse seklinde bile olsa riskli degilmi. bu gorunusteki algi yanilmasi mi yoksa gercekten yuksek voltajla mi kaynak yapiliyor.
tetiğe basmazken çıkışta gerilim yok.
Tetiğe basınca çıkışta hem yüksek voltaj çıkıyor hemde kaynak akımı akmaya hazır hale geliyor. Torc ucunda 10-12kV oluyor, malzemeye yaklaştırınca ark banyosu başlıyor ve yüksek voltaj çıkışı kapatılıyor ve ark banyosundan kaynak akımı akmaya başlıyor. Yüksek voltaj kapatılınca, Kaynak anında kaynak çıkışında max 34V oluyor.
Tetiği bırakınca çıkışta gerilim yok, dolayısıyla kaynak bitiyor ve kaynak akım çıkışı da kesiliyor.
Kaynak çıkışları izole olduğu için iki çıkışa da dokunmadığı sürece çarpılma olmuyor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 13 Ağustos 2021, 12:18:51
Gönderen: Yuunus - 13 Ağustos 2021, 12:18:51
@wanted0035 tesekkur ederim, kafama takilan asil noktalardan birisi de teknisyen nasil carpilmiyor, cunki adam sanki kalem havya ile lehim yapar gibi calisiyor, en ufak ground probleminde adamin canina okur, bu kaynagi otomasyonla makinaya yaptirsan anlarim, salla gitsin en fazla sigorta atar vb dersin ama adam elinde calisiyor, cok garip.
Başlık: Ynt: Cold welding
Gönderen: z - 13 Ağustos 2021, 13:29:13
Gönderen: z - 13 Ağustos 2021, 13:29:13
Hayati tehlikeye atan voltaj degil akimdir. 20KV'a defalarca carpildim ve hala hayattayim.
Buradaki yuksek voltaj guc kaynaklari dusuk guclu. 10Kv abartili olarak 5w olsa 5/10E3 = 0.5 mA eder.
Carpilma olayi (akim akisi) basladigi anda guc kaynagi yuklendigi icin voltaji duser.
Bu tip yuksek voltaj duzeneklerinde carpilma degil de yanik olusur. Yanik da igne ucu kadar bir noktada olusur.
Yani korkmaya gerek yok.
Eger yuksek voltaj kaynagi guclu olursa o zaman tehlike baslar. TIG'deki HV kac wattir bilemiyorum fakat Youtube'da 1.5v kalem pille ile calisan yuksek voltaj ureteclerini kullananlari gordum.
Buradaki yuksek voltaj guc kaynaklari dusuk guclu. 10Kv abartili olarak 5w olsa 5/10E3 = 0.5 mA eder.
Carpilma olayi (akim akisi) basladigi anda guc kaynagi yuklendigi icin voltaji duser.
Bu tip yuksek voltaj duzeneklerinde carpilma degil de yanik olusur. Yanik da igne ucu kadar bir noktada olusur.
Yani korkmaya gerek yok.
Eger yuksek voltaj kaynagi guclu olursa o zaman tehlike baslar. TIG'deki HV kac wattir bilemiyorum fakat Youtube'da 1.5v kalem pille ile calisan yuksek voltaj ureteclerini kullananlari gordum.
Başlık: Ynt: Cold welding
Gönderen: z - 13 Ağustos 2021, 13:33:01
Gönderen: z - 13 Ağustos 2021, 13:33:01
Kaynak makinasinin ic devrelerine mudahale etmeden icini bile acmadan kaynak elektrodunun baglandigi hatta bir kac yuz amperlik IGBT baglasak akimi bununla acip kapasak IGBT cok mu strese girer?
Başlık: Ynt: Cold welding
Gönderen: power20 - 13 Ağustos 2021, 14:48:57
Gönderen: power20 - 13 Ağustos 2021, 14:48:57
25 sene kadar önce Cdli müzik.çalar için video oynatma kartı oluyordu. Belki normal kaynak makinası ucuna bağlanan dönüştürücü bir kart vardır. Farları xenon'a çevirme kiti gibi.
https://youtu.be/RyZVkGdfkDU
https://youtu.be/RyZVkGdfkDU
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 13 Ağustos 2021, 15:15:03
Gönderen: Yuunus - 13 Ağustos 2021, 15:15:03
kisa sureli olacagindan dayanir sanirim ama surekli modda yuksek akimda igbt kaybi fazla olmazmi.ilk bastaki kisa sureli yuksek voltaji nasil ureteceksin.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 13 Ağustos 2021, 23:58:47
Gönderen: devrecii - 13 Ağustos 2021, 23:58:47
@z makinenin içinden mudahele yapmak çok daha kolay olur bir düğmeyle osilatörü açıp kapatırsın ayrıca argon gazı valfi de gerekecek yoksa argon boşa gider, kontrol için bir mcu şart gibi, zaten zaman ayrı için de gerekecek.
Videoya baktığımda kaynak makinasından çok daha güçlüdür ayrıca 300v giriş kapasitörleri de daha büyüktür.
Kaynak makinası ile olur fakat daha ince şeyler eritilir tahminimce.
Videoya baktığımda kaynak makinasından çok daha güçlüdür ayrıca 300v giriş kapasitörleri de daha büyüktür.
Kaynak makinası ile olur fakat daha ince şeyler eritilir tahminimce.
Başlık: Ynt: Cold welding
Gönderen: triyak - 14 Ağustos 2021, 17:22:46
Gönderen: triyak - 14 Ağustos 2021, 17:22:46
z hocam, dediğiniz gibi 5w trafo yeterli. Hatta yöntemi de söyleyeyim. Büyükce bir toroid üzerine kaynak çıkış kablosu seri olarak 15-20 tur sarılıyor(bu toroidin sekonder sargısı oluyor) Yine aynı toroid üzerine 1 spirlik primer sarılıp ucuna 220/1000V bir trafo bağlanıyor. Böylelikle kaynak çıkışında 15 20 kV elde ediliyor.
IGBT degilde bu akımlarda kamçılı tristör kullanmak daha mantıklı gibi.
Kılıç hocam, bu videoda daha önce dediğim gibi mma kaynak makinesine musluklu torç takılmış.(musluğun olayı gazı açıp kapatmak)
Piyasadaki çanta tipi inverter kaynak makinelerinin hemen hepsini biliyorum, birkaç tanesi hariç hepsi analog kontrollü. Bunların osilatörünü susturmak daha kolay.
Yalnız bu Tig marinalarındaki torç düğmesinin asıl olayı torç elektrodunun daha uzun ömürlü olmasıdır z hocam, siz klasik makinaya musluklu torç takip işinizi görebilirsiniz. Sadece Tig makinalarına göre daha çabuk elektrod eskitirsiniz
IGBT degilde bu akımlarda kamçılı tristör kullanmak daha mantıklı gibi.
Kılıç hocam, bu videoda daha önce dediğim gibi mma kaynak makinesine musluklu torç takılmış.(musluğun olayı gazı açıp kapatmak)
Piyasadaki çanta tipi inverter kaynak makinelerinin hemen hepsini biliyorum, birkaç tanesi hariç hepsi analog kontrollü. Bunların osilatörünü susturmak daha kolay.
Yalnız bu Tig marinalarındaki torç düğmesinin asıl olayı torç elektrodunun daha uzun ömürlü olmasıdır z hocam, siz klasik makinaya musluklu torç takip işinizi görebilirsiniz. Sadece Tig makinalarına göre daha çabuk elektrod eskitirsiniz
Başlık: Ynt: Cold welding
Gönderen: z - 14 Ağustos 2021, 22:29:58
Gönderen: z - 14 Ağustos 2021, 22:29:58
10-15 KV elde edilisi tam olarak oyle degil. Ornek verdiginiz 50Hz 1KV trafo voltaji spark gap uzerinden primeri bir kac turluk HV trafonun primerine bir HV kondansator uzerinden uygulaniyor. Sekonder ise 10 tur kadar cok kalin telden ve kaynak makinasinin elektrod akimini tasiyon hatta seri baglaniyor.
Boylece bir kac yuz Khz hatta MHz frekansda 15-20KV olusuyor. Yani tam olarak Tesla bobini yapiliyor.
Boylece bir kac yuz Khz hatta MHz frekansda 15-20KV olusuyor. Yani tam olarak Tesla bobini yapiliyor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 14 Ağustos 2021, 23:48:56
Gönderen: Yuunus - 14 Ağustos 2021, 23:48:56
@z bu anlattigin sistemde anahtarlama kaynak elektrodunun arki ilemi saglanacak, 1Mhz frekansta calisacak toroid biraz sorun teskil etmez mi, nerden bulacan o kadar buyuk nuveyi, birde nuve cok isinmaz mi.
Başlık: Ynt: Cold welding
Gönderen: power20 - 15 Ağustos 2021, 07:39:15
Gönderen: power20 - 15 Ağustos 2021, 07:39:15
1Mhz frekansta calisacak toroid niçin büyük olsun? Boyutu nasıl tahmin ettiniz?
Başlık: Ynt: Cold welding
Gönderen: z - 15 Ağustos 2021, 10:01:23
Gönderen: z - 15 Ağustos 2021, 10:01:23
Nuve falan yok. Hava gobekli. 1KV ureten kisim nuveli. spark gap sonrasindaki trafo ise hava gobekli.
Kaynak akimini tasiyacak iletkenin cok kalin olmasi gerektigindan ve yaklasik bir 10 tur sardiginizda hacim artacagindan frekans MHZ bandinda bile olsa nuve buyuk olmak zorunda kalacak.
Neyse ki dedigim gibi toroid nuve degil hava gobekli nuve kullanabilmek adina frekans MHZ bandinda seciliyor. Frekansi daha once bahsettigim HV kapasitor degeri ve hava gobekli HV transformatorun primerinin enduktansi belirliyor.
Ya yuksek voltaj kullanacagim ya da adi Lift TIG olarak belirtilen teknigi kullanacagim.
Lift TIG tekniginindeki ark baslatmanin bir benzerini yada aynisini daha onceki tel erozyon calismamda tasarlamistim.
IGBT ile yuksek akim kaynagini kesiyorsunuz. Fakat IGBT girisinde voltaj hazirda bekliyor.
Elektrod ile isparcasi arasinda temas oldugu surece IGBT kesimde tutuluyor. Elektrodu araladiginiz anda devre hizla devreye girerek IGBT yi iletime sokuyor.
Bu esnada elektrod is parcasindan daha bir kac mikrometre uzaklasmis oluyor. Haliyle yaklasik 1kV 1mm den atlar hesabindan IGBT nin anahtarlayacagi voltaj 1 kac mikrometrelik mesafeden atlayabiliyor ve ana ark basliyor.
Bu teknik tel erozyonda ise yaramisti. Her halde TIG'de de ise yarar. Fakat yuksek frekansli HV ile ark baslatmak bana daha cazip geliyor cunku elektrodu is parcasina temas ettirmenize gerek kalmiyor.
Alıntı yapılan: Kılıç - 15 Ağustos 2021, 07:39:151Mhz frekansta calisacak toroid niçin büyük olsun? Boyutu nasıl tahmin ettiniz?
Kaynak akimini tasiyacak iletkenin cok kalin olmasi gerektigindan ve yaklasik bir 10 tur sardiginizda hacim artacagindan frekans MHZ bandinda bile olsa nuve buyuk olmak zorunda kalacak.
Neyse ki dedigim gibi toroid nuve degil hava gobekli nuve kullanabilmek adina frekans MHZ bandinda seciliyor. Frekansi daha once bahsettigim HV kapasitor degeri ve hava gobekli HV transformatorun primerinin enduktansi belirliyor.
Alıntı yapılan: Yuunus - 14 Ağustos 2021, 23:48:56@z bu anlattigin sistemde anahtarlama kaynak elektrodunun arki ilemi saglanacak, 1Mhz frekansta calisacak toroid biraz sorun teskil etmez mi, nerden bulacan o kadar buyuk nuveyi, birde nuve cok isinmaz mi.
Ya yuksek voltaj kullanacagim ya da adi Lift TIG olarak belirtilen teknigi kullanacagim.
Lift TIG tekniginindeki ark baslatmanin bir benzerini yada aynisini daha onceki tel erozyon calismamda tasarlamistim.
IGBT ile yuksek akim kaynagini kesiyorsunuz. Fakat IGBT girisinde voltaj hazirda bekliyor.
Elektrod ile isparcasi arasinda temas oldugu surece IGBT kesimde tutuluyor. Elektrodu araladiginiz anda devre hizla devreye girerek IGBT yi iletime sokuyor.
Bu esnada elektrod is parcasindan daha bir kac mikrometre uzaklasmis oluyor. Haliyle yaklasik 1kV 1mm den atlar hesabindan IGBT nin anahtarlayacagi voltaj 1 kac mikrometrelik mesafeden atlayabiliyor ve ana ark basliyor.
Bu teknik tel erozyonda ise yaramisti. Her halde TIG'de de ise yarar. Fakat yuksek frekansli HV ile ark baslatmak bana daha cazip geliyor cunku elektrodu is parcasina temas ettirmenize gerek kalmiyor.
Başlık: Ynt: Cold welding
Gönderen: z - 15 Ağustos 2021, 11:28:13
Gönderen: z - 15 Ağustos 2021, 11:28:13
Aslinda flash uygulamalarinda kullanilan kapasitorler ucuz olsa bu is kapasitif dejarz ile cok daha basit olur. 50 volt civarina sarj olmus buyuk degerli kapasitor bacaklarini yanlislikla bir metal parcasiyla kisa devre ettiginizde metal ucun oyuldugunu ya da ucunda kure ceklinde metal boncuk olustugunu deneyimlemissinizdir.
Bu ark islemini mekanik temas (sase) yapmadan gerceklestirirsek is gorecektir.
Kaynak makinesinin icini acip kablo parcalari cikartmak son carem olmali.
Bu ark islemini mekanik temas (sase) yapmadan gerceklestirirsek is gorecektir.
Alıntı yapılan: devrecii - 13 Ağustos 2021, 23:58:47@z makinenin içinden mudahele yapmak çok daha kolay olur bir düğmeyle osilatörü açıp kapatırsın ayrıca argon gazı valfi de gerekecek yoksa argon boşa gider, kontrol için bir mcu şart gibi, zaten zaman ayrı için de gerekecek.
Videoya baktığımda kaynak makinasından çok daha güçlüdür ayrıca 300v giriş kapasitörleri de daha büyüktür.
Kaynak makinası ile olur fakat daha ince şeyler eritilir tahminimce.
Kaynak makinesinin icini acip kablo parcalari cikartmak son carem olmali.
Başlık: Ynt: Cold welding
Gönderen: z - 05 Eylül 2021, 23:29:37
Gönderen: z - 05 Eylül 2021, 23:29:37
Alıntı yapılan: Yuunus - 13 Ağustos 2021, 12:18:51@wanted0035 tesekkur ederim, kafama takilan asil noktalardan birisi de teknisyen nasil carpilmiyor, cunki adam sanki kalem havya ile lehim yapar gibi calisiyor, en ufak ground probleminde adamin canina okur, bu kaynagi otomasyonla makinaya yaptirsan anlarim, salla gitsin en fazla sigorta atar vb dersin ama adam elinde calisiyor, cok garip.
Normalde dusuk guclu duzeneklerde (flyback HV devrelerinde) ark elektrodlarina parmaginizi dokundurdugunuzda ark olmaz cunku vucut direnci HV kaynagi yukler ve atlama yapacak kadar yuksek ark voltaji olusamaz.
Bugun HF ARC starter ile ugrastim. Sekonderi 6 tur, 25 mm kare kesitte telden sarilmis bobin ile 0.5mm den atlayan ark olusturdum.
Denememde parmagimla ark elektrodlarina bastirdigim halde elektrodlardan arkin atladigini fakat ark voltajini hic bir sekilde hissetmedigimi farkettim.
Ne bir can yakma, ne bir yanma ne bir karincalanma.
Başlık: Ynt: Cold welding
Gönderen: z - 05 Eylül 2021, 23:37:06
Gönderen: z - 05 Eylül 2021, 23:37:06
Bu cold welding denemeleri icin TIG torc almaya niyetlendim.

https://kaynakmalzeme.com/urun/tig-kaynak-torcu-4-mt-wp-9-musluklu-torc/5219/
Fiyati en dusuklerden birisi oldugu icin buna odaklandim.
Bu torcu almakla yanlis bir secim yapmis olurmuyum?
wp ne anlama geliyor?
Torch icinde tungsten elektrod, Tig Torç nipeli olacak mi? yoksa bunlari ayrica mi siparis edecegim?
Torcun sayfasinda CO2 yaziyor. Bu argon kullanamayacagim anlamina mi gelir?
Yari yariya ucuz baska bir urun daha buldum.
https://www.trendyol.com/diger-karakterler/tig-torc-wp-9-4mt-p-31238008
Daha once TIG ile hic ugrasmadigim icin yardima ihtiyacim var.
https://kaynakmalzeme.com/urun/tig-kaynak-torcu-4-mt-wp-9-musluklu-torc/5219/
Fiyati en dusuklerden birisi oldugu icin buna odaklandim.
Bu torcu almakla yanlis bir secim yapmis olurmuyum?
wp ne anlama geliyor?
Torch icinde tungsten elektrod, Tig Torç nipeli olacak mi? yoksa bunlari ayrica mi siparis edecegim?
Torcun sayfasinda CO2 yaziyor. Bu argon kullanamayacagim anlamina mi gelir?
Yari yariya ucuz baska bir urun daha buldum.
https://www.trendyol.com/diger-karakterler/tig-torc-wp-9-4mt-p-31238008
Daha once TIG ile hic ugrasmadigim icin yardima ihtiyacim var.
Başlık: Ynt: Cold welding
Gönderen: z - 06 Eylül 2021, 12:26:25
Gönderen: z - 06 Eylül 2021, 12:26:25
Yok mu bu islerden anlayan.
Biraz once linkini verdigim firma ile gorustum. CO2 ibaresi cut-copy hatasindan dolayi olmus, siteyi duzelteceklerini soylediler ve Tabiki Argon ile calisiyor dedi.
Baglanti noktasinin 10/25 ya da 35/70 olmasi ne demek?
Almam gerekenler
TIG TORC WP9
1.6mm tungsten elektrod
Argon Gaz tupu
Gaz regulatoru
Argon gazi icin selenoid valf
Torch ile inverter kaynak makinesinin elektriksel baglantisi icin ara baglanti aparati
Torcu ile selonoid valfi, gaz regulatorunu vs birbirlerine baglamak icin ara aparatlar.
Regulator cikisina hortum/
Sonucta bayagi bir ivir zivir almam gerekiyor.
Bu islerden anlayan birisinin yonlendirmesi sart. Isin icine bir de baglanti elemanlarinin caplari falan girince
yanlis bir seyler alma ihtimalim artacak.
Biraz once linkini verdigim firma ile gorustum. CO2 ibaresi cut-copy hatasindan dolayi olmus, siteyi duzelteceklerini soylediler ve Tabiki Argon ile calisiyor dedi.
Baglanti noktasinin 10/25 ya da 35/70 olmasi ne demek?
Almam gerekenler
TIG TORC WP9
1.6mm tungsten elektrod
Argon Gaz tupu
Gaz regulatoru
Argon gazi icin selenoid valf
Torch ile inverter kaynak makinesinin elektriksel baglantisi icin ara baglanti aparati
Torcu ile selonoid valfi, gaz regulatorunu vs birbirlerine baglamak icin ara aparatlar.
Regulator cikisina hortum/
Sonucta bayagi bir ivir zivir almam gerekiyor.
Bu islerden anlayan birisinin yonlendirmesi sart. Isin icine bir de baglanti elemanlarinin caplari falan girince
yanlis bir seyler alma ihtimalim artacak.
Başlık: Ynt: Cold welding
Gönderen: z - 06 Eylül 2021, 12:42:04
Gönderen: z - 06 Eylül 2021, 12:42:04
Ya da bu kadar masraf yapmak yerine arizali bir TIG makine bulabilirmiyim?
Başlık: Ynt: Cold welding
Gönderen: triyak - 06 Eylül 2021, 18:45:54
Gönderen: triyak - 06 Eylül 2021, 18:45:54
Alıntı yapılan: z - 05 Eylül 2021, 23:37:06Bu cold welding denemeleri icin TIG torc almaya niyetlendim.
(Resim gizlendi görmek için tıklayın.)
https://kaynakmalzeme.com/urun/tig-kaynak-torcu-4-mt-wp-9-musluklu-torc/5219/
Fiyati en dusuklerden birisi oldugu icin buna odaklandim.
Bu torcu almakla yanlis bir secim yapmis olurmuyum?
wp ne anlama geliyor?
Torch icinde tungsten elektrod, Tig Torç nipeli olacak mi? yoksa bunlari ayrica mi siparis edecegim?
Torcun sayfasinda CO2 yaziyor. Bu argon kullanamayacagim anlamina mi gelir?
Yari yariya ucuz baska bir urun daha buldum.
https://www.trendyol.com/diger-karakterler/tig-torc-wp-9-4mt-p-31238008
Daha once TIG ile hic ugrasmadigim icin yardima ihtiyacim var.
Bu iki torc arasındaki tek fark birisinde gaz musluğu var, diğerinde yok.
Başlık: Ynt: Cold welding
Gönderen: triyak - 06 Eylül 2021, 18:53:16
Gönderen: triyak - 06 Eylül 2021, 18:53:16
Alıntı yapılan: z - 06 Eylül 2021, 12:26:25Yok mu bu islerden anlayan.
Biraz once linkini verdigim firma ile gorustum. CO2 ibaresi cut-copy hatasindan dolayi olmus, siteyi duzelteceklerini soylediler ve Tabiki Argon ile calisiyor dedi.
Baglanti noktasinin 10/25 ya da 35/70 olmasi ne demek?
Almam gerekenler
TIG TORC WP9
1.6mm tungsten elektrod
Argon Gaz tupu
Gaz regulatoru
Argon gazi icin selenoid valf
Torch ile inverter kaynak makinesinin elektriksel baglantisi icin ara baglanti aparati
Torcu ile selonoid valfi, gaz regulatorunu vs birbirlerine baglamak icin ara aparatlar.
Regulator cikisina hortum/
Sonucta bayagi bir ivir zivir almam gerekiyor.
Bu islerden anlayan birisinin yonlendirmesi sart. Isin icine bir de baglanti elemanlarinin caplari falan girince
yanlis bir seyler alma ihtimalim artacak.
10/25 10mm^2 ile 25mm^2 arası kablo bağlanabilir. Akım taşıma kapasiteside buna göredir.
35/70de aynı şekilde kablo çapı.
Bu iki bağlantı elemanı birbirlerine uymaz, makinedeki karşılığı da buna göre olacak.
Selenoid valf hariç hepsi Tig makine alsanızda yine lazım olacak hocam.
Başlık: Ynt: Cold welding
Gönderen: z - 06 Eylül 2021, 19:13:04
Gönderen: z - 06 Eylül 2021, 19:13:04
Neyseki Konya'da br firma tum sorularimi cevapladi ve Gaz tupu haric diger tum ivir zivirlar icin fiyat teklifi gonderdi.
Birazdan siparisi veriyorum.
950 TL'lik ivir zivirlar haricinde sadece Argon gaz tupu almam gerekecek.
En buyuk rakami torch ve gaz regulatoru tutttu.
Gaz tupu icin henuz kimse ile yazismadim ve internette fiyat goremedim.
Elimde bir tane selonoid valf var. Sanirim argon icin sorun cikartmaz.
Birazdan siparisi veriyorum.
950 TL'lik ivir zivirlar haricinde sadece Argon gaz tupu almam gerekecek.
En buyuk rakami torch ve gaz regulatoru tutttu.
Gaz tupu icin henuz kimse ile yazismadim ve internette fiyat goremedim.
Elimde bir tane selonoid valf var. Sanirim argon icin sorun cikartmaz.
Başlık: Ynt: Cold welding
Gönderen: z - 06 Eylül 2021, 20:08:48
Gönderen: z - 06 Eylül 2021, 20:08:48
Ne boyutlarda bir gaz tupu almaliyim?
Atiyorum 2 lt gaz ile ne kadarlik kaynak yapilir? Sonucta bu cihazi yapip kullanmaya baslasam bile ayda yilda bir kaynak isim olacak. Bu yuzden kucuk bir tup alip sik sik doluma gondermek te istemiyorum.
Atiyorum 2 lt gaz ile ne kadarlik kaynak yapilir? Sonucta bu cihazi yapip kullanmaya baslasam bile ayda yilda bir kaynak isim olacak. Bu yuzden kucuk bir tup alip sik sik doluma gondermek te istemiyorum.
Başlık: Ynt: Cold welding
Gönderen: z - 06 Eylül 2021, 22:12:09
Gönderen: z - 06 Eylül 2021, 22:12:09
Alıntı yapılan: mozkan87 - 10 Ağustos 2021, 22:18:25TIG kaynağı kısaca özetleyecek olursak,
Tunsten elektrodun etrafından çepeçevre 3-15 litre dakika mertebesinde(çoğunlukla 5 litre dakika) argon gazı akıtılıyor. Kullanlan porselen ucun çapına göre akış miktarı ayarlanıyor.....
Bu rakamlar cok fazla degil mi?
Tahminen 1.5m uzunlugunda 30 cm capindaki basincli tuplerdeki argon, dakikada 5 lt akitacak sekilde regulator vanasi acilsa kac saatte bosalir?
Başlık: Ynt: Cold welding
Gönderen: yas - 06 Eylül 2021, 22:40:53
Gönderen: yas - 06 Eylül 2021, 22:40:53
Alıntı yapılan: z - 06 Eylül 2021, 22:12:09Bu rakamlar cok fazla degil mi?
Tahminen 1.5m uzunlugunda 30 cm capindaki basincli tuplerdeki argon, dakikada 5 lt akitacak sekilde regulator vanasi acilsa kac saatte bosalir?
Sanki çok fazla. Belirtilen ölçülerdeki tüpün hacimi yaklaşık 42 lt. Bu 5 lt/dak. hesabına göre bu debide sürekli akış halinde 8,4 dakikada boşalması beklenir.
Not: Hesapta yüksek basıncı düşünmedim. Yani gaz tüp içerisinde sıvılaşacak kadar basınç altındaysa ve regülatörden çıkarken gaz olarak çıktığında farklı hacimler söz konusu olur.
Başlık: Ynt: Cold welding
Gönderen: mozkan87 - 06 Eylül 2021, 23:18:00
Gönderen: mozkan87 - 06 Eylül 2021, 23:18:00
Genelde gaz tüpleri argon için 150-200 bar aralığında doldurulur, yani 50 litrelik büyük bir tüpü 200 bar ile doldurduğunuzda 10000 litre gazınız olur. 10000/5=2000 dakika 2000/60=33,3 saat kesintisiz kaynak yapabilirsiniz. Küçük tüpler ise 10 litrelik olur. Linde için büyük tüpler 12m3 argon, küçük tüpler 2m3 argon ile dolduruluyormuş.
Bu arada tüpler ile çalışırken çok dikkatli olmak lazım. 1 adet büyük tüpün enerjisi yaklaşık olarak ortalama büyüklükteki bir kamyonun 30 km/saat hızla hareket ettiği enerjiye yakın.
Aşağıdaki linkten tüpleri inceleyebilirsiniz.
https://www.lindegazmarket.com/urunler?t=category&id=5637144578
Bu arada tüpler ile çalışırken çok dikkatli olmak lazım. 1 adet büyük tüpün enerjisi yaklaşık olarak ortalama büyüklükteki bir kamyonun 30 km/saat hızla hareket ettiği enerjiye yakın.
Aşağıdaki linkten tüpleri inceleyebilirsiniz.
https://www.lindegazmarket.com/urunler?t=category&id=5637144578
Başlık: Ynt: Cold welding
Gönderen: yas - 06 Eylül 2021, 23:33:27
Gönderen: yas - 06 Eylül 2021, 23:33:27
150-200 bar :o çok ciddi şakası olmaz. Kazayla devrilse regülatör-vana çatlasa, kırılsa yerinden fırlasa betonu bile deler geçer herhalde. İnsana denk gelse katana gibi keser.
Bunları (https://www.sergaz.com.tr/argon-gazi-nedir/) da bilmekte fayda var.
Bunları (https://www.sergaz.com.tr/argon-gazi-nedir/) da bilmekte fayda var.
Başlık: Ynt: Cold welding
Gönderen: z - 07 Eylül 2021, 11:44:02
Gönderen: z - 07 Eylül 2021, 11:44:02
Siparişlerimi verdim.
Aldığım malzemeler ve bugünkü fiyatları aşağıdaki gibi. Bu tür bilgilere kolay erişilemediği için işe yarar bilgi olacaktır.
Satıcıya derdimi anlattığımda sipariş etmem gereken listeyi satıcı oluşturdu. Muhtemelen hâla eksikliklerim vardır.
WP17 TIG Torç 4Metre 35/70 (450 TL)
Şık şık erkek rakor ( 10 TL )
Şık şık dişi rakor (30 TL)
Tig tetik erkek soket (20 TL)
Tig tetik dişi soket (20 TL)
Argon saat basınç regülatörü (360 TL)
6x12 Siyah hortum metresi ( 10 TL )
12.8 Otiker kelepçe ( 5 TL )
1.6 mm Kırmızı Tungsten ( 11 TL )
1.6 mm Pens (5 TL )
1.6 mm pens yuvası ( 12.5 TL )
WP17 Seramik Nozul ( 6 TL )
WP17 Uzun tapa ( 11 TL )
Şu anda en büyük eksiğim argon gaz tüpü.
Bir süreliğine yokum ama iki hafta sonra bir kaç projeye eş zamanlı başlayacağım.
Aldığım malzemeler ve bugünkü fiyatları aşağıdaki gibi. Bu tür bilgilere kolay erişilemediği için işe yarar bilgi olacaktır.
Satıcıya derdimi anlattığımda sipariş etmem gereken listeyi satıcı oluşturdu. Muhtemelen hâla eksikliklerim vardır.
WP17 TIG Torç 4Metre 35/70 (450 TL)
Şık şık erkek rakor ( 10 TL )
Şık şık dişi rakor (30 TL)
Tig tetik erkek soket (20 TL)
Tig tetik dişi soket (20 TL)
Argon saat basınç regülatörü (360 TL)
6x12 Siyah hortum metresi ( 10 TL )
12.8 Otiker kelepçe ( 5 TL )
1.6 mm Kırmızı Tungsten ( 11 TL )
1.6 mm Pens (5 TL )
1.6 mm pens yuvası ( 12.5 TL )
WP17 Seramik Nozul ( 6 TL )
WP17 Uzun tapa ( 11 TL )
Şu anda en büyük eksiğim argon gaz tüpü.
Bir süreliğine yokum ama iki hafta sonra bir kaç projeye eş zamanlı başlayacağım.
Başlık: Ynt: Cold welding
Gönderen: z - 14 Eylül 2021, 20:24:26
Gönderen: z - 14 Eylül 2021, 20:24:26
http://www.cncdesigner.com/wordpress/?p=10047
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 14 Eylül 2021, 20:52:25
Gönderen: Yuunus - 14 Eylül 2021, 20:52:25
@z hocam siz elinizi dokununca yuksek voltaj sanki baska biryerden devreyi tamamliyor gibi :D , kaynak akiminin pulse seklinde olmasi gerekmiyor mu sanirim torcun ucu bozuldu gibi.
Başlık: Ynt: Cold welding
Gönderen: z - 14 Eylül 2021, 20:58:57
Gönderen: z - 14 Eylül 2021, 20:58:57
Su anda kaynak akımını kesecek devre vs hiç bir şey yapmadım. Öncelikli amacım HF starter devresini başarmaktı.
Tungstram elektrodumun ucu toparlaklaştı ama dert değil. Bu çalışma sonuçlanana kadar bir kaç çubuk bozarım zaten.
Ucunu taşladığında sorun kalmıyor. Tungstram çubuk 15 cm kadar uzun. Ucu bozuldukça taşlayıp itiyorsunuz. (0.5mm kalem gibi bir mekanizma var)
Bir iki güne argon tüpünün siparişini vereceğim. Bu arada kaynak akımını palsli hale getirecek devreyi de yapacağım.
Bu çalışmada frekansı düşürünce atlama mesafesi uzadı ve dokununca çarpılmayı hissedebilir oldum.
Geçen haftaki çalışmamda nüve kullanmayıp hava göbekli yaptığım düzenekte frekans MHZ bandında çok ama çok fazla yüksekti ve o hiç çarpmıyordu.
Videoda gördüğünüz gibi atlama olduğu halde plazma kolay başlamadı. Bunun sebebinin seri bağlantılı HV kaynağının ters polaritede olmasından kaynaklandığını sanıyorum.
Video çekerken kamera atlamayı her zaman yakalayamyor ve atlamanın ışığı heryere vurduğu için farklı yerlerde atlama oluyor gibi algılanabiliyor.
Tungstram elektrodumun ucu toparlaklaştı ama dert değil. Bu çalışma sonuçlanana kadar bir kaç çubuk bozarım zaten.
Ucunu taşladığında sorun kalmıyor. Tungstram çubuk 15 cm kadar uzun. Ucu bozuldukça taşlayıp itiyorsunuz. (0.5mm kalem gibi bir mekanizma var)
Bir iki güne argon tüpünün siparişini vereceğim. Bu arada kaynak akımını palsli hale getirecek devreyi de yapacağım.
Bu çalışmada frekansı düşürünce atlama mesafesi uzadı ve dokununca çarpılmayı hissedebilir oldum.
Geçen haftaki çalışmamda nüve kullanmayıp hava göbekli yaptığım düzenekte frekans MHZ bandında çok ama çok fazla yüksekti ve o hiç çarpmıyordu.
Videoda gördüğünüz gibi atlama olduğu halde plazma kolay başlamadı. Bunun sebebinin seri bağlantılı HV kaynağının ters polaritede olmasından kaynaklandığını sanıyorum.
Video çekerken kamera atlamayı her zaman yakalayamyor ve atlamanın ışığı heryere vurduğu için farklı yerlerde atlama oluyor gibi algılanabiliyor.
Başlık: Ynt: Cold welding
Gönderen: z - 14 Eylül 2021, 21:49:25
Gönderen: z - 14 Eylül 2021, 21:49:25
Bir ara piyasadaki pek çok inverter kaynak makinasının şemalarına sahip bir arkadaş vardı.
ARCMAX marka MAXARC 1600GR model makinanın şemasına sahip olan var mı?
ARCMAX marka MAXARC 1600GR model makinanın şemasına sahip olan var mı?
Başlık: Ynt: Cold welding
Gönderen: z - 16 Eylül 2021, 03:07:05
Gönderen: z - 16 Eylül 2021, 03:07:05
https://www.youtube.com/watch?v=I0FYaZ2TdrY
Başlık: Ynt: Cold welding
Gönderen: devrecii - 16 Eylül 2021, 15:21:37
Gönderen: devrecii - 16 Eylül 2021, 15:21:37
Bobin + kutba bağlıdır ama torçu - voltaja bağlamalısın çünkü elektronlar - den + doğru akıyor ver bir hız ile metale çarpıp ısıtıyor eriyecek yüzeyi yoksa torch ucu gereksiz yere aşırı ısınır.
Yüksek voltajı + kutba verirsen yani kaynak yapılacak metale o metalin yüzey genişliğine göre kapasitif etki sonucu yüksek voltaj piki kaybolup gider , yani yüksek voltaj torca yani - kutba gitmeli.
Yüksek voltajı + kutba verirsen yani kaynak yapılacak metale o metalin yüzey genişliğine göre kapasitif etki sonucu yüksek voltaj piki kaybolup gider , yani yüksek voltaj torca yani - kutba gitmeli.
Başlık: Ynt: Cold welding
Gönderen: z - 16 Eylül 2021, 16:20:27
Gönderen: z - 16 Eylül 2021, 16:20:27
Evet torc ekside olmali. Yuksek voltaj + hatta bindiriliyor ama bunun onemi yok. Cunku cikis (elektrod ve elektrod GND si) sebekeden hatta topraktan izole. Dolayisi ile yuksek voltajin yok olmasi durumu ile karsilasmadim.
Bence burada asil onemli olan yuksek voltajin polaritesi. Her iki polarite de kivilcim atlamasi yapar fakat onemli olan kaynak voltaji ile seri toplandiginda kaynak voltaji ile ayni polaritede olmasi.
Sagolsun @gevv'in sitesinden kaynak makinamin semasini buldum.
Ortalikta gezinen Tum kaynak makinalari uc asagi bes yukari ayniymis. (Kimse kendi kaynak makinasina ekstra kelebek kondurmuyor)
Sema sayesinde kaynak makinamin incigine boncuguna hakim oldum. Kibrit kutusunun yarisi kadar ebattaki hybrid seklinde yapilmis kontrol elektronigini sokup STM32F103C8 takmamak icin kendimi zor tutuyorum.
Projeyi daha fazla uzatmayayim diye simdilik hyrib yerinde kalacak ve cold welding teknigi icin gerekli kontrolleri STM32'ye yaptiracagim.
Bu projede en korktugum sey yuksek voltaj atlamasi nedeniyle sekonder dogrultucularini delmek. Gerekli onlemleri almis olsamda proje bu korku ile devam ediyor.
Bir baska forumda da sordum hala kac litrelik gaz tupu almam gerektigi konusunda cevap alamadim.
Sorumu burada da yineleyeyim.
Isim kaynakcilik degil. Arada bir kaynak yapiyorum. (Ayda bir gibi) Fakat isin buyuklugu degisiyor. Ama her ay 2m 1m ebatlarinda 70 cm yuksekliginde masa yapmiyorum.
2lt alirsam 1 kaynak isleminde bosalacaksa her defasinda tupcuye gitmek istemem. 50 lt tup anladigim kadariyla asil isi kaynak olanlar icin.
2lt mi yoksa 10 lt tup mu almaliyim arada kaldim.
Ote yandan depozito dahil 2lt tup 450 .. 500TL. 10 lt dolu tup servet edecek.
Gene de kac lt tup almaliyim kararsizim.
Bence burada asil onemli olan yuksek voltajin polaritesi. Her iki polarite de kivilcim atlamasi yapar fakat onemli olan kaynak voltaji ile seri toplandiginda kaynak voltaji ile ayni polaritede olmasi.
Sagolsun @gevv'in sitesinden kaynak makinamin semasini buldum.
Ortalikta gezinen Tum kaynak makinalari uc asagi bes yukari ayniymis. (Kimse kendi kaynak makinasina ekstra kelebek kondurmuyor)
Sema sayesinde kaynak makinamin incigine boncuguna hakim oldum. Kibrit kutusunun yarisi kadar ebattaki hybrid seklinde yapilmis kontrol elektronigini sokup STM32F103C8 takmamak icin kendimi zor tutuyorum.
Projeyi daha fazla uzatmayayim diye simdilik hyrib yerinde kalacak ve cold welding teknigi icin gerekli kontrolleri STM32'ye yaptiracagim.
Bu projede en korktugum sey yuksek voltaj atlamasi nedeniyle sekonder dogrultucularini delmek. Gerekli onlemleri almis olsamda proje bu korku ile devam ediyor.
Bir baska forumda da sordum hala kac litrelik gaz tupu almam gerektigi konusunda cevap alamadim.
Sorumu burada da yineleyeyim.
Isim kaynakcilik degil. Arada bir kaynak yapiyorum. (Ayda bir gibi) Fakat isin buyuklugu degisiyor. Ama her ay 2m 1m ebatlarinda 70 cm yuksekliginde masa yapmiyorum.
2lt alirsam 1 kaynak isleminde bosalacaksa her defasinda tupcuye gitmek istemem. 50 lt tup anladigim kadariyla asil isi kaynak olanlar icin.
2lt mi yoksa 10 lt tup mu almaliyim arada kaldim.
Ote yandan depozito dahil 2lt tup 450 .. 500TL. 10 lt dolu tup servet edecek.
Gene de kac lt tup almaliyim kararsizim.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 16 Eylül 2021, 17:57:26
Gönderen: devrecii - 16 Eylül 2021, 17:57:26
Hocam 2lt argon gazı yok, galiba sen hastalar için kullanılan oksijen tüpü alıp içine argon dolumu yapmak istiyorsun , dolum yapan yerler bunu kabul ediyormu sordun mu ? Bunu yapman için tüpü vakum yapıp içindeki oksijeni boşaltman gerekir.
Ben de bu aletten yapacağım , şöyle düşündüm uçan balon için kullanılan helyum tüpleri var eğer gaz saf ise olur gibi.
2lt tüp dakikada 2lt kullanım ile 40 dakika yetiyor. 10lt en fazla 4 saat.
Ben de bu aletten yapacağım , şöyle düşündüm uçan balon için kullanılan helyum tüpleri var eğer gaz saf ise olur gibi.
2lt tüp dakikada 2lt kullanım ile 40 dakika yetiyor. 10lt en fazla 4 saat.
Alıntı YapOte yandan depozito dahil 2lt tup 450 .. 500TL. 10 lt dolu tup servet edecek.:D :D 500tl daha fazla versen ölür müsün, nasıl olsa o kaynak makinasını patlatacaksın, o bahsettiğin bağlantı ile ,baya zararın olacak zaten :)
Başlık: Ynt: Cold welding
Gönderen: yas - 16 Eylül 2021, 18:42:31
Gönderen: yas - 16 Eylül 2021, 18:42:31
@z hocam baya ilerlemişsiniz tebrikler. Naçizane selenoid valf ve konumu ile ilgili bir öneride bulunmak istiyorum. Video dan gördüğüm kadarıyla transformatöre çok yakın bir yerde konumlanmış. Transformatör de oluşacak manyetik alan etkisiyle selenoid valf istenmeyen açılıp kapanmalar yapabilir, bu durum kaynak kalitesini olumsuz etkileyebilir, farklı bir konuma yada kutu dışına taşınması gerekebilir.
Başlık: Ynt: Cold welding
Gönderen: z - 16 Eylül 2021, 18:57:38
Gönderen: z - 16 Eylül 2021, 18:57:38
Alıntı yapılan: devrecii - 16 Eylül 2021, 17:57:26Hocam 2lt argon gazı yok, ..
Daha bu gun 2lt dolu tup icin fiyat aldim. Kucuk hacimli tupler seyyar islerde kullaniliyormus.
Başlık: Ynt: Cold welding
Gönderen: z - 16 Eylül 2021, 19:00:39
Gönderen: z - 16 Eylül 2021, 19:00:39
Alıntı yapılan: yas - 16 Eylül 2021, 18:42:31@z hocam baya ilerlemişsiniz tebrikler. Naçizane selenoid valf ve konumu ile ilgili bir öneride bulunmak istiyorum. Video dan gördüğüm kadarıyla transformatöre çok yakın bir yerde konumlanmış. Transformatör de oluşacak manyetik alan etkisiyle selenoid valf istenmeyen açılıp kapanmalar yapabilir, bu durum kaynak kalitesini olumsuz etkileyebilir, farklı bir konuma yada kutu dışına taşınması gerekebilir.
Makine icinde yer olmamasi aparatlari epoxy ve silikonla saga sola yapistirmam ve bunlarin kurumasini beklemekten dolayi proje yavas ilerliyor.
Aslinda komple sistemi yeni bastan tasarlamak ve daha buyuk kutuya koymak en iyisi.
Burada asil sorun trafonun kaciracagi magnetik alan degil de spark gaptan atlayan voltajin olusturacagi EMP nin devreleri etkilemesi.
Başlık: Ynt: Cold welding
Gönderen: engerex - 16 Eylül 2021, 21:50:40
Gönderen: engerex - 16 Eylül 2021, 21:50:40
http://sc04.alicdn.com/kf/Hd5a00a1f3c3e4fde9d3493fa0a7fea2b6.jpg (http://sc04.alicdn.com/kf/Hd5a00a1f3c3e4fde9d3493fa0a7fea2b6.jpg)
Şu ortadaki üstündeki koruyucu farklı olan tüp boylarında argon bulabilirsiniz. Gaz değilde boş tüp pahalı. Kiralamayı düşünebilirsiniz.
Bir satıcı ile görüşün, çözebilir bu kısmını.
Şu ortadaki üstündeki koruyucu farklı olan tüp boylarında argon bulabilirsiniz. Gaz değilde boş tüp pahalı. Kiralamayı düşünebilirsiniz.
Bir satıcı ile görüşün, çözebilir bu kısmını.
Başlık: Ynt: Cold welding
Gönderen: z - 17 Eylül 2021, 00:01:29
Gönderen: z - 17 Eylül 2021, 00:01:29
2 LT argon gazinin fiyatini yanlis yazmisim.
Bana gelen mesajda 2m3 60cm 700+45 TL yaziyormus.
2m3 2L, fiyati da 5745 TL yi de 400...500 olarak aklimda kalmis.
Bir baska forumda depozito bedelinin 700TL oldugu yazildi. Bu durumda gaz ucuz. Tupe bir kereligine verilecek para fazla.
Bana gelen mesajda 2m3 60cm 700+45 TL yaziyormus.
2m3 2L, fiyati da 5745 TL yi de 400...500 olarak aklimda kalmis.
Bir baska forumda depozito bedelinin 700TL oldugu yazildi. Bu durumda gaz ucuz. Tupe bir kereligine verilecek para fazla.
Başlık: Ynt: Cold welding
Gönderen: z - 17 Eylül 2021, 02:02:53
Gönderen: z - 17 Eylül 2021, 02:02:53
TIG kaynakta kaynatacaginiz parcaya + voltaj veriliyor. Eksi voltaj ise torca veriliyor.
Eger kaynatacaginiz parca toprakla baglantili bir metal aksam ise bu durumda kaynak makinanizin govdesi + voltaj hattiyla baglanmis oluyor. (Makine govdesi toprak hattina bagli.)
Bu durumda HV starter, atlama voltaji uretince PCB uzerinde makine govdesine yakin noktalardan makina govdesine atlama oluyor.
- cikis pcbnin kenarlarina cok yakin yerlestirilmis ve diyodlarin sogutuculari ile govde arasinda da 3mm mesafe var.
Yani inverter kaynak makinelerini TIG kaynak makinesine cevirdigimizde kaynatilacak parcanin kesinlikle topraktan izole edilmesi gerekecek.
Inverter kaynak makinelerinde isin icinde HV starter olmadigi icin pcb cizenler bu duruma dikkat etmemis.
Ya makinanin kendi kutusunu kaldirip atip yenibastan kutu yapilacak ve PCB den govdeye atlama yapmayacak sekilde pcb altina yukseltiler konacak. Ya da kaynatilacak parca topraktan izole olacak.
Atlarsa atlasin diyemiyoruz. PCB uzerinden govdeye atlama olursa bu durumda kaynak makinesi ana akimi bu atlama yolundan akitmak suretiyle plazma baslatip kendi kendini kaynatmaya kalkabilir.
Bu cok kotu oldu. Mecburen kaynatacagim parcalari tahta masa uzerinde kaynatmam gerekecek.
Eger kaynatacaginiz parca toprakla baglantili bir metal aksam ise bu durumda kaynak makinanizin govdesi + voltaj hattiyla baglanmis oluyor. (Makine govdesi toprak hattina bagli.)
Bu durumda HV starter, atlama voltaji uretince PCB uzerinde makine govdesine yakin noktalardan makina govdesine atlama oluyor.
- cikis pcbnin kenarlarina cok yakin yerlestirilmis ve diyodlarin sogutuculari ile govde arasinda da 3mm mesafe var.
Yani inverter kaynak makinelerini TIG kaynak makinesine cevirdigimizde kaynatilacak parcanin kesinlikle topraktan izole edilmesi gerekecek.
Inverter kaynak makinelerinde isin icinde HV starter olmadigi icin pcb cizenler bu duruma dikkat etmemis.
Ya makinanin kendi kutusunu kaldirip atip yenibastan kutu yapilacak ve PCB den govdeye atlama yapmayacak sekilde pcb altina yukseltiler konacak. Ya da kaynatilacak parca topraktan izole olacak.
Atlarsa atlasin diyemiyoruz. PCB uzerinden govdeye atlama olursa bu durumda kaynak makinesi ana akimi bu atlama yolundan akitmak suretiyle plazma baslatip kendi kendini kaynatmaya kalkabilir.
Bu cok kotu oldu. Mecburen kaynatacagim parcalari tahta masa uzerinde kaynatmam gerekecek.
Başlık: Ynt: Cold welding
Gönderen: z - 17 Eylül 2021, 17:15:11
Gönderen: z - 17 Eylül 2021, 17:15:11
Alıntı yapılan: devrecii - 16 Eylül 2021, 17:57:26..galiba sen hastalar için kullanılan oksijen tüpü alıp içine argon dolumu yapmak istiyorsun , dolum yapan yerler bunu kabul ediyormu sordun mu ?...
Bugun gaz firmasina bu fikrini ilettim. Elimdeki tuplerin fotograflarini istediler. Forumdan adini hatirlayamadigim bir arkadastan aldigim oksijen tuplerinden 50cm yuksekliginde olani, bana 750 TL ye teklif ettikleri 60cm yuksekligindeki tupten biraz kucukmus.
Tupun tepesindeki tapayi 200 TL'ye degistirip toplamda 250 TL ye dolu olarak verebileceklerini soylediler.
Acikcasi isime geldi. Hem elimdek tup degerlenmis olacak hem de tup hacminin beni ne kadar idare edecegini test etmis olacagim. 500 TL de cebime kalacak.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 17 Eylül 2021, 23:29:54
Gönderen: devrecii - 17 Eylül 2021, 23:29:54
Alıntı yapılan: z - 17 Eylül 2021, 02:02:53TIG kaynakta kaynatacaginiz parcaya + voltaj veriliyor. Eksi voltaj ise torca veriliyor.
Atlarsa atlasin diyemiyoruz. PCB uzerinden govdeye atlama olursa bu durumda kaynak makinesi ana akimi bu atlama yolundan akitmak suretiyle plazma baslatip kendi kendini kaynatmaya kalkabilir.
Bu cok kotu oldu. Mecburen kaynatacagim parcalari tahta masa uzerinde kaynatmam gerekecek.
Daha kötüsü trafo icinden 220v tarafa atlama yapması, bu durumda carpılma ölüm riski de oluşabilir , bir de orayı yol yapar hep oradan atlama yapar.
Başlık: Ynt: Cold welding
Gönderen: z - 18 Eylül 2021, 23:58:41
Gönderen: z - 18 Eylül 2021, 23:58:41
Isler kizismaya basladi. Hyride benzer kontrol devresi polyesterle gizlenmis ve hayati sinyallere ulasmadan bu is olmayacak ya da hybridi sokup STM32F103 gibi guclu bir islemci ile PWM uretimi ve geribesleme dahil tum kontrolu ele almak gerekecek gibi gorunuyor.
Sorunlardan bahsedeyim.
1) Baslamis plazma akimini kesmek icin termal koruma girisinden cihazi uyarmak akimi sifira' degil sadece kaynak makinasinin en dusuk akim degerine set ediyor. Bu da plazmayi susturmuyor.
Adamlar oyle bir tasarim yapmislar ki akim ayar potundan 0 volt bile verseniz akim min akim degerine set edilmis oluyor. Bu deger de plazmayi besleyecek kadar yuksek.
2) PWM sinyal hattini ilave bir elektronik anahtarla acip kaparsam ok. Fakat;
Plazmanin ne zaman basladigini bilmek plasma akim suresini kontrol acisindan cok onemli.
Malesef burda sorun yasiyorum. Akimi filitreleyerek stabil okuma yaptim fakat bu akimdan gec haberdar olmama neden oldu. Ayrica HV uretecini uyarinca atlama olusmasi icin gecen sure yaklasik 500ms. Atlama oldugunda plazma baslayacak diye kural yok. llk pals plazmayi baslatmazsa ikinci yada ucunde plazmayi baslatiyor. Dolayisi ile plazma baslar baslamaz bu andan haberdar olmak hayati derecede onemli.
Kontrol karti sebekeden izolasyonsuz. Sekonder cikis izolasyonlu. Mecburen ek devreleri sekonder tarafina bagladim. Cikis voltajina bakarak plazma basladi, elektrod yapisti kontrolleri kolay ama bu kontrol cycle by cyccle yapilmazsa plazma kontroldan cikiyor.
Bu zoruktan sonra HV tetiklemeden simdilik vazgecip dokundur cek teknigine dondum.
Fakat bunda da kaynak makinasi en dusuk akim degerine set edilse bile ilk dokundurmada tungstram elektrod is parcasina yapisabiliyor.
Neyse yilmak yok ama biraz hafife almisim. Dedigim gibi zorlugun en buyuk sebebi makinanin semasi olsa da, kontrol kartinin polyestere gomulu olmasi.
Niyetim plazma baslat. T ms izin ver ardindan akimi komple kes idi.
Fakat TIG daha dogrusu cold welding bunun cok daha otesinde karmasikmis.
Merak edenler icin anahtar kelime. Cold welding waveform.
Sorunlardan bahsedeyim.
1) Baslamis plazma akimini kesmek icin termal koruma girisinden cihazi uyarmak akimi sifira' degil sadece kaynak makinasinin en dusuk akim degerine set ediyor. Bu da plazmayi susturmuyor.
Adamlar oyle bir tasarim yapmislar ki akim ayar potundan 0 volt bile verseniz akim min akim degerine set edilmis oluyor. Bu deger de plazmayi besleyecek kadar yuksek.
2) PWM sinyal hattini ilave bir elektronik anahtarla acip kaparsam ok. Fakat;
Plazmanin ne zaman basladigini bilmek plasma akim suresini kontrol acisindan cok onemli.
Malesef burda sorun yasiyorum. Akimi filitreleyerek stabil okuma yaptim fakat bu akimdan gec haberdar olmama neden oldu. Ayrica HV uretecini uyarinca atlama olusmasi icin gecen sure yaklasik 500ms. Atlama oldugunda plazma baslayacak diye kural yok. llk pals plazmayi baslatmazsa ikinci yada ucunde plazmayi baslatiyor. Dolayisi ile plazma baslar baslamaz bu andan haberdar olmak hayati derecede onemli.
Kontrol karti sebekeden izolasyonsuz. Sekonder cikis izolasyonlu. Mecburen ek devreleri sekonder tarafina bagladim. Cikis voltajina bakarak plazma basladi, elektrod yapisti kontrolleri kolay ama bu kontrol cycle by cyccle yapilmazsa plazma kontroldan cikiyor.
Bu zoruktan sonra HV tetiklemeden simdilik vazgecip dokundur cek teknigine dondum.
Fakat bunda da kaynak makinasi en dusuk akim degerine set edilse bile ilk dokundurmada tungstram elektrod is parcasina yapisabiliyor.
Neyse yilmak yok ama biraz hafife almisim. Dedigim gibi zorlugun en buyuk sebebi makinanin semasi olsa da, kontrol kartinin polyestere gomulu olmasi.
Niyetim plazma baslat. T ms izin ver ardindan akimi komple kes idi.
Fakat TIG daha dogrusu cold welding bunun cok daha otesinde karmasikmis.
Merak edenler icin anahtar kelime. Cold welding waveform.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 19 Eylül 2021, 13:39:48
Gönderen: devrecii - 19 Eylül 2021, 13:39:48
Peki o videodaki gibi güzel görüntü oluşuyor mu yani eritiyor mu öyle ?
Akım feedbaki alabilirsin şu videodaki bobinden , forward yapı büyük ihtimalle, kontrol için gdt driver bobinin enerjisini kesip verebilirsin yada süren transistörü bazından kesersin. Aslında sıfırdan tamamen mcu kontrollu bir devre yapmak en doğrsu ama bir igbt 50tl.
Waveform olayı işin fantezisi, kaynak toplumu yayvan mı bunu belirliyor şu an için gereksiz.
Akım feedbaki alabilirsin şu videodaki bobinden , forward yapı büyük ihtimalle, kontrol için gdt driver bobinin enerjisini kesip verebilirsin yada süren transistörü bazından kesersin. Aslında sıfırdan tamamen mcu kontrollu bir devre yapmak en doğrsu ama bir igbt 50tl.
Waveform olayı işin fantezisi, kaynak toplumu yayvan mı bunu belirliyor şu an için gereksiz.
Başlık: Ynt: Cold welding
Gönderen: z - 19 Eylül 2021, 14:07:45
Gönderen: z - 19 Eylül 2021, 14:07:45
Hayir videodaki gibi guzel bir ark yok, Cunku ark basladigindan MCU cok gec haberdar oluyor. Haliyle arki sondumek istedigimde ark zaten gereginden uzun olmus oluyor. Izolasyon trafolu variyagimda bir sorun var. Onu giderip hyribridi de sokup oraya MCU atarsam artik hayalettigim her seyi uygulayabilir olacagim.
Fakat IGBT yada sekonder diyodlari bozmadan projeyi sonuclandirabilirmiyim emin degilim. Eger bu malzemelerden birisi bile yanarsa projeden cok sogurum cunku devre siks tepis. Cok iri sogutuculara monte edlmis guc elemanlarininin bacaklarinin lehimini 100W havya bile nazlana nazlana zar zor eritiyor.
Ama Seytan benden yana. Sok hybridi diyor.
Bu arada makine 60Khz de calisiyor. Kendini korumaya aldiginda gucu tamamen kesmeyip kaynak akimini en dusuk degere set edip frekansi 16KHz'e dusuruyor.
Buradaki amaci da anlayamadim.
Benim yaptigim HV starterda bu ise cok uygun olmadi. 3v uygulandiginda cikisindaki voltaj rampa seklinde 0 dan 40kV'a kadar artiyor. Atlama yarigindan atlama olmasi icin 250ms kadar zaman gerekiyor. Boyle yapmayip EHT tarafosu kullanip dogrudan atesleme devresini (Tesla Coili) 20KV ile uyarirsam bu kadar uzun sure beklemeye de gerek kalmayacak ve sanki daha iyi ark baslatilaacak gibi. Videolarda izlediklerim bu sekilde gibi. Benimkisi sak sak seklinde atesleme sesi cikartirken videodakiler zizzzz seklinde atesleme yapiyor.
Mevcut inverter kaynak makinemde full gucte %50 duty 60 Khz 100V sekonder voltaji var. DC voltmetre ile olcum yapilirsa 50V olculuyor.
Koruma modunda 16Khz yaklasik %30 duty gene 100v peak var.
Su ana kadar kontrol stratejim su sekildeydi.
HV ile atesleme yap.
Sekonder akimi akip metali eritmeye aslasin ve bir timer baslat.
T mili saniye sonra sekonder voltajini kes.
Gel gelelim sekonder akimi nezaman basladi anlayamadim. Voltaj olcumunu filitreli duzeneklerle yaptigim icin sekonder voltajinin etkisi gecikmeli oluyor. Gerci filkitreleri iptal edince de baska sorunlar cikti.
En iyisi akimi IGBT akimini olcen akim trafosundan almak. Fakat bu da su ana kadar yaptigim sekonder trafinda kurulu devreleri primer tarafina almam gerektiriyor.
Tek cozum hybridi sokmek ve STM32F103C8 ya da analog/lojik devre takmak.
Fakat IGBT yada sekonder diyodlari bozmadan projeyi sonuclandirabilirmiyim emin degilim. Eger bu malzemelerden birisi bile yanarsa projeden cok sogurum cunku devre siks tepis. Cok iri sogutuculara monte edlmis guc elemanlarininin bacaklarinin lehimini 100W havya bile nazlana nazlana zar zor eritiyor.
Ama Seytan benden yana. Sok hybridi diyor.
Bu arada makine 60Khz de calisiyor. Kendini korumaya aldiginda gucu tamamen kesmeyip kaynak akimini en dusuk degere set edip frekansi 16KHz'e dusuruyor.
Buradaki amaci da anlayamadim.
Benim yaptigim HV starterda bu ise cok uygun olmadi. 3v uygulandiginda cikisindaki voltaj rampa seklinde 0 dan 40kV'a kadar artiyor. Atlama yarigindan atlama olmasi icin 250ms kadar zaman gerekiyor. Boyle yapmayip EHT tarafosu kullanip dogrudan atesleme devresini (Tesla Coili) 20KV ile uyarirsam bu kadar uzun sure beklemeye de gerek kalmayacak ve sanki daha iyi ark baslatilaacak gibi. Videolarda izlediklerim bu sekilde gibi. Benimkisi sak sak seklinde atesleme sesi cikartirken videodakiler zizzzz seklinde atesleme yapiyor.
Mevcut inverter kaynak makinemde full gucte %50 duty 60 Khz 100V sekonder voltaji var. DC voltmetre ile olcum yapilirsa 50V olculuyor.
Koruma modunda 16Khz yaklasik %30 duty gene 100v peak var.
Su ana kadar kontrol stratejim su sekildeydi.
HV ile atesleme yap.
Sekonder akimi akip metali eritmeye aslasin ve bir timer baslat.
T mili saniye sonra sekonder voltajini kes.
Gel gelelim sekonder akimi nezaman basladi anlayamadim. Voltaj olcumunu filitreli duzeneklerle yaptigim icin sekonder voltajinin etkisi gecikmeli oluyor. Gerci filkitreleri iptal edince de baska sorunlar cikti.
En iyisi akimi IGBT akimini olcen akim trafosundan almak. Fakat bu da su ana kadar yaptigim sekonder trafinda kurulu devreleri primer tarafina almam gerektiriyor.
Tek cozum hybridi sokmek ve STM32F103C8 ya da analog/lojik devre takmak.
Başlık: Ynt: Cold welding
Gönderen: mustafa_cmbz - 21 Eylül 2021, 05:01:18
Gönderen: mustafa_cmbz - 21 Eylül 2021, 05:01:18
Geçen biz aldık tükkana paslanmaz kaynatmak için patron elinden düşürmüyor.
Ama birşey merak ettim herşeyi kaynattık amam alüminyum kaynatamadık acaba mümkün mü değil yoksa başka bir ayarını var bilemedim.
Ama birşey merak ettim herşeyi kaynattık amam alüminyum kaynatamadık acaba mümkün mü değil yoksa başka bir ayarını var bilemedim.
Başlık: Ynt: Cold welding
Gönderen: z - 21 Eylül 2021, 10:52:32
Gönderen: z - 21 Eylül 2021, 10:52:32
Aluminyum icin AC gerilim gerekiyormus. Basit TIG ile olmaz.
Ne buyuklukte gaz tupu aldiniz?

Yavru kartı söktüm ve üzerindeki reçineyi ısıtarak söktüm. Yerine kendi kontrol kartımı tasarladım. Fakat henüz yazılımı bitmedi.
Ne buyuklukte gaz tupu aldiniz?
Yavru kartı söktüm ve üzerindeki reçineyi ısıtarak söktüm. Yerine kendi kontrol kartımı tasarladım. Fakat henüz yazılımı bitmedi.
Başlık: Ynt: Cold welding
Gönderen: mustafa_cmbz - 21 Eylül 2021, 14:33:34
Gönderen: mustafa_cmbz - 21 Eylül 2021, 14:33:34

https://www.n11.com/urun/magmaweld-id-300-t-dc-pulse-300-a-argon-tig-kaynak-makinesi-1557004
alet bu hocam.alüminyuma kaynak yapmak istediğimizde vınlama sesi çıkıyor kaynak noktasından.
tüp litresini hatırlamıyorum ama dalgıç tüpünden az daha uzun.
Başlık: Ynt: Cold welding
Gönderen: z - 21 Eylül 2021, 15:17:32
Gönderen: z - 21 Eylül 2021, 15:17:32
Tupun yanina cetvel koyup foto atarsan cok sevinirim.
Başlık: Ynt: Cold welding
Gönderen: yas - 21 Eylül 2021, 18:58:12
Gönderen: yas - 21 Eylül 2021, 18:58:12
Alıntı yapılan: z - 18 Eylül 2021, 23:58:41Merak edenler icin anahtar kelime. Cold welding waveform
Alıntı yapılan: devrecii - 19 Eylül 2021, 13:39:48Waveform olayı işin fantezisi, kaynak toplumu yayvan mı bunu belirliyor şu an için gereksiz
Alıntı yapılan: z - 21 Eylül 2021, 10:52:32Aluminyum icin AC gerilim gerekiyormus. Basit TIG ile olmaz
Tig makinelere göre Cold Welding makinelerde fark oluşturan Waveform özelliği çok önemli galiba. Alüminyum yada diğer metal yüzeyler için farklı dalga formları oluşturuluyor muhtemelen. Acaba bu formlar deneme yanılmayla mı oluşturuluyor yoksa bu işin bir matematiği olabilir mi?
Başlık: Ynt: Cold welding
Gönderen: z - 21 Eylül 2021, 19:08:20
Gönderen: z - 21 Eylül 2021, 19:08:20
Biraz arastirinca acaip labaratuvar cihazlari yaptiklarini gorum.
Mesela elektrodu insan elini titretmeden uzun sure tutamaz. Adamlar cnc mekanizmasi ile elektrodu tutturuyorlar ve mekanige bilgisayarla hukmederek elektrodla isparcasi arasindaki mesafeyi hassas olarak ayarliyorlar. Akimin hangi degerinde ark hangi boyda metal erimesi ne durumda, bu esnada akim hangi degerde hepsini grafige dokup fotograflayabiliyorlar.
Dolayisi ile bol bol deney yapabiliyor ve sonuclarina bakabiliyorlar.
Mesela elektrodu insan elini titretmeden uzun sure tutamaz. Adamlar cnc mekanizmasi ile elektrodu tutturuyorlar ve mekanige bilgisayarla hukmederek elektrodla isparcasi arasindaki mesafeyi hassas olarak ayarliyorlar. Akimin hangi degerinde ark hangi boyda metal erimesi ne durumda, bu esnada akim hangi degerde hepsini grafige dokup fotograflayabiliyorlar.
Dolayisi ile bol bol deney yapabiliyor ve sonuclarina bakabiliyorlar.
Başlık: Ynt: Cold welding
Gönderen: mustafa_cmbz - 21 Eylül 2021, 22:15:45
Gönderen: mustafa_cmbz - 21 Eylül 2021, 22:15:45
Alıntı yapılan: z - 21 Eylül 2021, 15:17:32Tupun yanina cetvel koyup foto atarsan cok sevinirim.
https://resim.host/ib/leNvOU
1000tl ye yakında para verdik hatta 2 türü varmış biri argon diğeri argon carbon karışıkmıymış neymiş yanlışta hatırlıyor olabilirim
Başlık: Ynt: Cold welding
Gönderen: z - 21 Eylül 2021, 22:38:20
Gönderen: z - 21 Eylül 2021, 22:38:20
Tupun depozitosuna ne kadar verdiniz? Yada bazilari depozito yerine dogrudan tupu satiyor metal tup artik sizin oluyor.
Ben henuz yuzyuze tupculerle gorusmedim.
Fakat 700 TL tupe para vereceksem fotonuzdaki gibi kuflu pasli tupe para vermek istemiyorum.
700 TL vereceksem pril piril yeni uretilmis tup almak isterim.
Cunku tupe para verdim artik olunceye kadar kullanirim diyemiyorsunuz. Her yil yada onun gibi bir sey teste gitmesi ve testi gecmesi gerekiyormus.
Dolayisi ile madem tupun yenisi 700 TL ben de yepyeni tup isterim mantigindayim.
Bos tupe ne kadar verdiniz onu da ogrenebilirmisin?
Gaz fazla para tutmuyor. 50TL civarinda.
Ben henuz yuzyuze tupculerle gorusmedim.
Fakat 700 TL tupe para vereceksem fotonuzdaki gibi kuflu pasli tupe para vermek istemiyorum.
700 TL vereceksem pril piril yeni uretilmis tup almak isterim.
Cunku tupe para verdim artik olunceye kadar kullanirim diyemiyorsunuz. Her yil yada onun gibi bir sey teste gitmesi ve testi gecmesi gerekiyormus.
Dolayisi ile madem tupun yenisi 700 TL ben de yepyeni tup isterim mantigindayim.
Bos tupe ne kadar verdiniz onu da ogrenebilirmisin?
Gaz fazla para tutmuyor. 50TL civarinda.
Başlık: Ynt: Cold welding
Gönderen: z - 23 Eylül 2021, 22:34:25
Gönderen: z - 23 Eylül 2021, 22:34:25
Bu videoda aluminyum sadece AC kaynak ile kaynatilir konusundaki iddiadanin yanlis oldugu soyleniyor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 23 Eylül 2021, 23:15:56
Gönderen: Yuunus - 23 Eylül 2021, 23:15:56
@z ark kaynagini modifiye ederek tig yapmaya calisiyorsun fakat izledigim videolarda sanki surekli yuksek voltaj ile plazma olusturularak kaynak yapiliyor izlenimine kapildim, siz bu yuksek voltaji sadece ark baslatmak icin kullaniyorsunuz ve devamini ise 80V luk ark kaynagi ile devam ettireceksiniz sanirim, sanki burada bir yanlislik var gibi :)
Başlık: Ynt: Cold welding
Gönderen: mozkan87 - 23 Eylül 2021, 23:30:07
Gönderen: mozkan87 - 23 Eylül 2021, 23:30:07
Alüminyum da sadece AC olması değil de kaynak makinasının gücü de önemli, ısıl iletkenliği iyi bir malzeme olduğu için ve ısınınca çok hızlı oksitlendiği için kaynatması zor bir malzeme. Özellikle sızdırmaz alüminyum kaynağı baya dertli bir iş. En iyi kaynak ustaları bile %100 başarı sağlayamaz sızdırmazlık konusunda. Genelde %80 başarı çok iyi sayılır. Kaynatma öncesi büyük iş parçalarında ön ısıtma kullanılan bir yöntemdir. Çoğu yerde adı geçmez.
Alıntı yapılan: z - 21 Eylül 2021, 19:08:20Biraz arastirinca acaip labaratuvar cihazlari yaptiklarini gorum.Kaynak mühendisliği diye yüksek lisans bölümleri mevcut. Ülkemizde de bazı özel kuruluşlar mühendislik eğitimi üzerine sertifika eğtimleri düzenliyor. Lisanstan bir iki arkadaşım aldı diye hatırlıyorum. Temel olarak malzeme mühendisliği konusu olsa da fizikçiler de bu alanda sertifika alabiliyor diye biliyorum.
Mesela elektrodu insan elini titretmeden uzun sure tutamaz. Adamlar cnc mekanizmasi ile elektrodu tutturuyorlar ve mekanige bilgisayarla hukmederek elektrodla isparcasi arasindaki mesafeyi hassas olarak ayarliyorlar. Akimin hangi degerinde ark hangi boyda metal erimesi ne durumda, bu esnada akim hangi degerde hepsini grafige dokup fotograflayabiliyorlar.
Dolayisi ile bol bol deney yapabiliyor ve sonuclarina bakabiliyorlar.
Başlık: Ynt: Cold welding
Gönderen: z - 23 Eylül 2021, 23:48:56
Gönderen: z - 23 Eylül 2021, 23:48:56
Alıntı yapılan: Yuunus - 23 Eylül 2021, 23:15:56@z ark kaynagini modifiye ederek tig yapmaya calisiyorsun fakat izledigim videolarda sanki surekli yuksek voltaj ile plazma olusturularak kaynak yapiliyor izlenimine kapildim, siz bu yuksek voltaji sadece ark baslatmak icin kullaniyorsunuz ve devamini ise 80V luk ark kaynagi ile devam ettireceksiniz sanirim, sanki burada bir yanlislik var gibi :)
Ilk denemeden sonra makinanin akim uzerinde daha kontrollu olmasi gerektigini farkettim ve kontrol elektronigini MCU'ya cevirdim ancak yazilimlari bitmedi.
TIG de amac surekli yada ardisil olarak plazma uretip metal cubukla beslemek gibi gorunuyor. Fakat plazma akimi da sanki kesik kesik. (Cikan sese gore bu yorumu yapiyorum)
Amacim tam olarak TIG degil cold welding.
Benim cold welding videolarinda gordugum gucun cok dusuk olmasi.
Insallah kaynak makinasinda bir seyleri yakmadan sonuca ulasirim. En buyuk korkum su anda bu.
Yuksek voltajla plazma uretip bununla kaynak yapmak cok zor. Cunku HV kaynaginin cok guclu olmasi gerekir. Bu da teknik olarak pek mumkun degil.
Plazma olustugunda plazmanin omik direnci plazmanin gucune bagli olarak cok dusuyor. Kaynak makinasi cok guclu oldugu icin HV kaynagi kisadevreye yakin empedansla yukleyemeyiz. HV ana akim tarafindan devam ettirilen plazma sonerse devreye giriyor.
Başlık: Ynt: Cold welding
Gönderen: z - 26 Eylül 2021, 17:44:04
Gönderen: z - 26 Eylül 2021, 17:44:04
Alıntı yapılan: z - 19 Eylül 2021, 14:07:45....Bu arada makine 60Khz de calisiyor. Kendini korumaya aldiginda gucu tamamen kesmeyip kaynak akimini en dusuk degere set edip frekansi 16KHz'e dusuruyor. Buradaki amaci da anlayamadim....
Burdaki amaci kismen anladim.
Elektrod saseye dokunup yapisirsa bunu kontrol elektronigi anlasin diye elektroda voltaj giden, + ile sase arasina opto baglamislar.
Elektrod yapisirsa optonun ledi sonuyor.
Kontrol elektronigi bu durumu optodan anlayip gucu iyice kisiyor, Bunun icin de cok dusuk duty ve 16Khz kullaniyor.
Eger gucu tamamen kesseydi bu durumda sekonderde hic voltaj olmayacak ve yapisma kalksa bile opto ledinin yanabilmesi icin voltaj bulunmadigindan kontrol karti hala yapisma var sanacakti.
Bu nedenle koruma olsa bile cikista ledi yakacak kadar voltaj olusturmak onemli.
Bir diger sebeb te yapisma kalktigi anda ark olusup plazma olmali ki ardindan full enerji verildiginde plazma devam edebilsin.
Burada tek bir soru kaliyor.
Elektrod yapismasi tespit edilince dutyyi iyice dusurup 60Khz ile devam etmek varken neden frekansi da dusuruyor?
Simdilik dogru cevabi bulamadim.
Başlık: Ynt: Cold welding
Gönderen: Erol YILMAZ - 26 Eylül 2021, 19:06:50
Gönderen: Erol YILMAZ - 26 Eylül 2021, 19:06:50
Yuksek frekans ta yüksek kayıp demek,
O sartlarda dusuk frekansı yeterli görmüs olabilirler.
O sartlarda dusuk frekansı yeterli görmüs olabilirler.
Başlık: Ynt: Cold welding
Gönderen: z - 26 Eylül 2021, 20:54:10
Gönderen: z - 26 Eylül 2021, 20:54:10
Keske dedigin gibi basit bir nedeni olsa.
Klasik elektrod kaynagi yazilimlari bitti ve denemeye korkuyorum.
Bosta calisacak ondan yana korkum yok. Fakat kisa devre yaptigimda su anda 16Khz de dusmeyip sadece akimi minumuma indiriyorum 60Khz ile devam ediyor.
Ne ise yaradigini tam bilemedigim bu 16Khz meselesi kafami bulandiriyor.
Eger STM32, elektrod kaynagi modunda donanimi patlatip catlatmadan kullanabilirse TIG yazilimina gececegim.
Klasik elektrod kaynagi yazilimlari bitti ve denemeye korkuyorum.
Bosta calisacak ondan yana korkum yok. Fakat kisa devre yaptigimda su anda 16Khz de dusmeyip sadece akimi minumuma indiriyorum 60Khz ile devam ediyor.
Ne ise yaradigini tam bilemedigim bu 16Khz meselesi kafami bulandiriyor.
Eger STM32, elektrod kaynagi modunda donanimi patlatip catlatmadan kullanabilirse TIG yazilimina gececegim.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 26 Eylül 2021, 21:08:22
Gönderen: devrecii - 26 Eylül 2021, 21:08:22
İgbtnin belli bir uS zamandan daha kısa sürülmesini engelliyor uS minimum değeri geçerse tepeler arası mesafeyi uzatıyor (freeakns) bu sayede igbt patlamasını engelliyor . Eğer igbt çok kısa süreli , mesela mhz mertebesinde sürülürse tam iletime geçemez, eğer yük varsa yarım iletim patlama nedenidir .
Büyük ihtimal tl494 varsa comparatörde voltaj bellii değeri geçerse bir transistör devreye sokup ikinc kondansatör ile freaknası düşürüyor ? üzerindeki entegre ne ?
Sen yük bağladın mı senin devrede feedback çalışıyor mu ?
Büyük ihtimal tl494 varsa comparatörde voltaj bellii değeri geçerse bir transistör devreye sokup ikinc kondansatör ile freaknası düşürüyor ? üzerindeki entegre ne ?
Sen yük bağladın mı senin devrede feedback çalışıyor mu ?
Başlık: Ynt: Cold welding
Gönderen: z - 26 Eylül 2021, 22:58:54
Gönderen: z - 26 Eylül 2021, 22:58:54
Dusencen mantikli gibi ama kafama yatmayan yerler var. Frekans 60khz iken %1 duty de surdugumde dedigin gibi mesela 1us boyunca tam iletime gecemedi ve asiri isindi tamam ok.
Iyi ama IGBTyi %50 duty ile surdugumde de gene o ilk 1us icinde tam iletime gecemeyecek. Geri kalan surede iletime gececek.
Dolayisi ile o 1us zaman araliginda o kayip hep olacak.
Orjinal kartta UC3845 var.
Henuz yeni tasarimi guc katina baglamadim. (It gibi korkuyorum, tek mermim var)
O yuzden bu 16 Khz meselesini kesin halletmem lazim. Sen de aynisini yap 16Khz'e dusur diyebilirsiniz ama bu kismi anlamak istiyorum.
Simdi cihaz 60Khz de bosta calisirken elektrodu is parcasina dokundurdun aksilik bu ya yapisti kaldi.
Bahsettigim optolu duzenek zaten bu durumu aninda kontrol unitesine bildiremiyor. Elektrodlar acik devre iken 100uF lik bir kapasitor Diyod ve 10K uzerinden elektrod uclarindaki voltajla zener sinirlamasiyla 18volta sarj oluyor. 18V altinda 1K ile beslenen opto ledi durumu kontrol elektronigine bildiriyor. Her sey yolunda elektrodlar acik devre diyor.
Elektrodlar yapisip uclarindaki gerilim birden sifir olunca o 100uF 1K uzerinden optoyu bir sure besleyecek. Bu da hatiri sayilir bir gecikme demektir. Yani elektrodlar yapistiktan sonra kontrol elektronigi bu durumdan yaklasik 300ms boyunca haberdar olamayacak.
Bu 300ms boyunca sistem Isens girisinden dolayi korumaya girecek. Fakat %0 duty ile cikis yapilmiyor.
Makinanin akim ayarini 0 yapsaniz bile cikista hep voltaj oluyor. Zaten kaynak yapilmiyorsa trafo %50 full gaz suruluyor.
Iyi ama IGBTyi %50 duty ile surdugumde de gene o ilk 1us icinde tam iletime gecemeyecek. Geri kalan surede iletime gececek.
Dolayisi ile o 1us zaman araliginda o kayip hep olacak.
Orjinal kartta UC3845 var.
Henuz yeni tasarimi guc katina baglamadim. (It gibi korkuyorum, tek mermim var)
O yuzden bu 16 Khz meselesini kesin halletmem lazim. Sen de aynisini yap 16Khz'e dusur diyebilirsiniz ama bu kismi anlamak istiyorum.
Simdi cihaz 60Khz de bosta calisirken elektrodu is parcasina dokundurdun aksilik bu ya yapisti kaldi.
Bahsettigim optolu duzenek zaten bu durumu aninda kontrol unitesine bildiremiyor. Elektrodlar acik devre iken 100uF lik bir kapasitor Diyod ve 10K uzerinden elektrod uclarindaki voltajla zener sinirlamasiyla 18volta sarj oluyor. 18V altinda 1K ile beslenen opto ledi durumu kontrol elektronigine bildiriyor. Her sey yolunda elektrodlar acik devre diyor.
Elektrodlar yapisip uclarindaki gerilim birden sifir olunca o 100uF 1K uzerinden optoyu bir sure besleyecek. Bu da hatiri sayilir bir gecikme demektir. Yani elektrodlar yapistiktan sonra kontrol elektronigi bu durumdan yaklasik 300ms boyunca haberdar olamayacak.
Bu 300ms boyunca sistem Isens girisinden dolayi korumaya girecek. Fakat %0 duty ile cikis yapilmiyor.
Makinanin akim ayarini 0 yapsaniz bile cikista hep voltaj oluyor. Zaten kaynak yapilmiyorsa trafo %50 full gaz suruluyor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 27 Eylül 2021, 02:46:35
Gönderen: Yuunus - 27 Eylül 2021, 02:46:35
gucu azaltmak istiyorsan duty yi kisarsin frekans dusurmekte ne olaki, nuve 60 khz de kaynak yapmak icin sarilmissa siz bunu 16 khz ye cekerseniz saturasyona baya bir yaklasmissiniz demektir, eger bu islem bilerek yapilmissa ortada ilginc bir durum var demektir(tasarim hatasi filan degil ise)
Başlık: Ynt: Cold welding
Gönderen: z - 27 Eylül 2021, 09:27:28
Gönderen: z - 27 Eylül 2021, 09:27:28
Adamlar duzenek boyle calissin diye uzun uzun ugrasmislar. Tasarim hatasi degil ozel olarak amaclandigi kesin.
Başlık: Ynt: Cold welding
Gönderen: z - 27 Eylül 2021, 10:03:56
Gönderen: z - 27 Eylül 2021, 10:03:56
Evet dediginiz gibi galiba.
1uS kayip her daim var. Fakat 60Khz olunca bu kayip saniyede 60 bin kere, 16 Khz olunca saniyede 16 bin kere olusuyor.
Yani kayip 4 de bir dusuyor.
1uS kayip her daim var. Fakat 60Khz olunca bu kayip saniyede 60 bin kere, 16 Khz olunca saniyede 16 bin kere olusuyor.
Yani kayip 4 de bir dusuyor.
Başlık: Ynt: Cold welding
Gönderen: triyak - 27 Eylül 2021, 12:56:11
Gönderen: triyak - 27 Eylül 2021, 12:56:11
60-16 mevzusunun sebebi şu, GENELLİKLE gate driver, soft start ve fanı beslemek için makine içerisine ayrıca 220V-12V besleme devresi konulmuyor. Ana trafo üzerine birkaç spirlik yardımcı sargı sarılıp buradan besleniyor. Sizde trafo bağlantısını kontrol ederseniz 0,50mm kablodan sarılmış yardımcı sarıyı görürsünüz bence.
Kontrolcü tarafı 1-2W gücünde 220V'luk bir trafo ile beslenip(yada sizdeki gibi direk şebekeden beslenip) hem stabil çalışması sağlanıyor hem de gate drivera ilk enerji buradan veriliyor.
Kontrolcü tarafı 1-2W gücünde 220V'luk bir trafo ile beslenip(yada sizdeki gibi direk şebekeden beslenip) hem stabil çalışması sağlanıyor hem de gate drivera ilk enerji buradan veriliyor.
Başlık: Ynt: Cold welding
Gönderen: z - 27 Eylül 2021, 13:41:41
Gönderen: z - 27 Eylül 2021, 13:41:41
Bendeki makinada bu isler icin Viper chip ile minik, cok cikisli bir guc kaynagi yapilmis.
1. Cikis 1. IGBT icin surucu beslemesi
2. Cikis 2. IGBT icin surucu beslemesi
3. Cikis Kontrol elektronigi icin besleme
4. Cikis Fan beslemesi
1. Cikis 1. IGBT icin surucu beslemesi
2. Cikis 2. IGBT icin surucu beslemesi
3. Cikis Kontrol elektronigi icin besleme
4. Cikis Fan beslemesi
Başlık: Ynt: Cold welding
Gönderen: z - 27 Eylül 2021, 14:09:41
Gönderen: z - 27 Eylül 2021, 14:09:41
Forumda @Logan nickli bir arkadas vardi. Coktandir mesajlarini goremiyorum. Yanlis hatirlamiyorsam kaynak makinasi firmasinda calisiyordu.
Bu sorunun cevabini o biliyordur. Kendisine ulasma sansimiz var mi?
Bu sorunun cevabini o biliyordur. Kendisine ulasma sansimiz var mi?
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 27 Eylül 2021, 14:17:04
Gönderen: Yuunus - 27 Eylül 2021, 14:17:04
Alıntı yapılan: z - 27 Eylül 2021, 13:41:41Bendeki makinada bu isler icin Viper chip ile minik, cok cikisli bir guc kaynagi yapilmis.supermis high side ilede ugrasmamistir.
1. Cikis 1. IGBT icin surucu beslemesi
2. Cikis 2. IGBT icin surucu beslemesi
3. Cikis Kontrol elektronigi icin besleme
4. Cikis Fan beslemesi
su forward yapiyi kabaca semaya doksen hocam.
Başlık: Ynt: Cold welding
Gönderen: z - 27 Eylül 2021, 14:31:15
Gönderen: z - 27 Eylül 2021, 14:31:15

Başlık: Ynt: Cold welding
Gönderen: serkan - 27 Eylül 2021, 16:29:35
Gönderen: serkan - 27 Eylül 2021, 16:29:35
Hocam frekansın azaltılıp çoğaltılması arkla ilgili olabilir mi ?
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 27 Eylül 2021, 17:11:52
Gönderen: Yuunus - 27 Eylül 2021, 17:11:52
hocam sadece elektrod yapisma durumunda 16khz ye dusuyor ise bence cok takilma, semaya gore iki transistor bobini suruyor ve kesim aninda nuvede kalan miknatisiyeti tekrar giristeki kondansatore veriyor diye anliyorum, sizinle bastaki ayni yanilgiya mi dusuyorum ne kadar ekmek o kadar kofte, en bastaki savim hala gecerli gibi duty arttikca daha fazla cikis kondansatoru sarj olacak,siz akimi kondansator uzerinden cekeceksiniz bobin ise size habire takviye yapacak, belki ilk puslse de yapamayacak ama ikinci ucuncu pulse de bunu saglayacak ama yine akim siniriniz cikis bobini saturasyona gitmiyorsa hesaplandigi gibi 25A le limitleyecek, buraya kadar benden farkli ne anladiniz benimde kafam karisti simdi, madem bir kurt dusurdur cikar simdi >:( @z
Başlık: Ynt: Cold welding
Gönderen: z - 27 Eylül 2021, 17:29:22
Gönderen: z - 27 Eylül 2021, 17:29:22
Kaynak makinasinda yukaridaki semadan farkli olarak cikista kondansator yok.
Bir baska baslikta sordugum gibi, sekonderdeki diyodlari kaldirip atsak sadece sekondere seri enduktans kalsa 60Khz ile dogrudan kaynak yapabilirmiyim merak ediyorum.
Bu durumda basamak basina akim yukselmesi olmayacagi icin kaynak akimi dusuk kalacak ve yukseltmek icin ya enduktans degeri kucultulecek ya da frekans dusurulecek.
Bir baska baslikta sordugum gibi, sekonderdeki diyodlari kaldirip atsak sadece sekondere seri enduktans kalsa 60Khz ile dogrudan kaynak yapabilirmiyim merak ediyorum.
Bu durumda basamak basina akim yukselmesi olmayacagi icin kaynak akimi dusuk kalacak ve yukseltmek icin ya enduktans degeri kucultulecek ya da frekans dusurulecek.
Başlık: Ynt: Cold welding
Gönderen: z - 27 Eylül 2021, 23:00:07
Gönderen: z - 27 Eylül 2021, 23:00:07
Alıntı yapılan: serkan - 27 Eylül 2021, 16:29:35Hocam frekansın azaltılıp çoğaltılması arkla ilgili olabilir mi ?
Belki dedigin gibi alakasi vardir. Ama nasil bir alaka olur bilmiyorum.
Başlık: Ynt: Cold welding
Gönderen: z - 28 Eylül 2021, 11:03:18
Gönderen: z - 28 Eylül 2021, 11:03:18
Sanirim cevabi buldum.
Makina uzerindeki akim ayar potu 0..5V araliginda referans deger veriyor. Atiyorum kontrol unitesine diyorki sana bu aralikta voltaj verirsem kendini 20..160A araliginda akima ayarla.
Elektrod yapisinca kontrol elektronigi akim ayar potundan gelen gerilimi sifira cekiyor. Yani kaynak makinasi hangi akim degerine set edilmisse edilsin 20A akim verecek hale geliyor. Fakat bu akim kaynak yapacak kadar yuksek. Akimin daha da dusmesi gerek.
Elinde voltaj referansindan baska oynayacak parametresi yok. Mecburen frekansi dusuruyor.
Adamlar kaynak makinasi icin yola cikmislar, sonradan hadi su ozelligi de katalim dediklerinde buyuk capli tasarim degisikligine gitmeden en pratik eklentiyi boyle bulmuslar diye dusunuyorum.

Makina uzerindeki akim ayar potu 0..5V araliginda referans deger veriyor. Atiyorum kontrol unitesine diyorki sana bu aralikta voltaj verirsem kendini 20..160A araliginda akima ayarla.
Elektrod yapisinca kontrol elektronigi akim ayar potundan gelen gerilimi sifira cekiyor. Yani kaynak makinasi hangi akim degerine set edilmisse edilsin 20A akim verecek hale geliyor. Fakat bu akim kaynak yapacak kadar yuksek. Akimin daha da dusmesi gerek.
Elinde voltaj referansindan baska oynayacak parametresi yok. Mecburen frekansi dusuruyor.
Adamlar kaynak makinasi icin yola cikmislar, sonradan hadi su ozelligi de katalim dediklerinde buyuk capli tasarim degisikligine gitmeden en pratik eklentiyi boyle bulmuslar diye dusunuyorum.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 28 Eylül 2021, 12:26:09
Gönderen: Yuunus - 28 Eylül 2021, 12:26:09
peki yolun oryasinda at degistirmek tehlikeli degil mi, bir anda 60 khz den 16 ya dusuyor, iyi cesaret dogrusu, duty nin ne olacagini nasil biliyor.
Başlık: Ynt: Cold welding
Gönderen: z - 28 Eylül 2021, 12:43:32
Gönderen: z - 28 Eylül 2021, 12:43:32
Ref giris sinyali sifira cekilince zaten duty de en asagilara iniyor. Tam sifir olmuyor. Cunku sifir olmamasi icin ozel caba harcamislar.
yani 0..10 Amp araligi kaynak yapmaya yetmeyecegi icin akim ayar potu minumumdayken bile atiyorum %10 duty ile calisiyor.
Durum boyle olunca yazilimda ben de frekans dusurme yapmistim simdi o kisimlari kaldirip attim. Dogrudan dutyi dusurecegim.
Cok kabaca asagidaki gibi.
Duty = Potans_degeri + Min_Akim_Duty_degeri seklinde iken elektrod yapismasi olursa Duty=Min_Akim_Duty_degeri / 4 gibi bir satir isi gorecek.
yani 0..10 Amp araligi kaynak yapmaya yetmeyecegi icin akim ayar potu minumumdayken bile atiyorum %10 duty ile calisiyor.
Durum boyle olunca yazilimda ben de frekans dusurme yapmistim simdi o kisimlari kaldirip attim. Dogrudan dutyi dusurecegim.
Cok kabaca asagidaki gibi.
Duty = Potans_degeri + Min_Akim_Duty_degeri seklinde iken elektrod yapismasi olursa Duty=Min_Akim_Duty_degeri / 4 gibi bir satir isi gorecek.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 28 Eylül 2021, 12:43:39
Gönderen: elektronik - 28 Eylül 2021, 12:43:39
Benim gördüğüm hiçbir kaynak makinesinde frekans değişmiyor sadece akım düşüyor yıllar önce bende bitane yapmıştım elektrod yapışınca pwm kapatıyordum elektrodlar ayrılınca yeniden başlatıyordum.
Başlık: Ynt: Cold welding
Gönderen: z - 28 Eylül 2021, 12:51:36
Gönderen: z - 28 Eylül 2021, 12:51:36
Her yigit yogurdu farkli yiyiyor.
Muhtemelen zaten satan bir kaynak makinasi vardi. Sonraki modelde en az degisiklikle bu cozumu getirdiler ve yeni modeli anti stick ozellikli olarak satmaya basladilar.
Ayrica PWMi tamamen kisarsan arki kolay kolay baslatamazsin. Illaki temas aninda bir miktar akim akacak ki elektrodu kurtardiginda ark olussun. PWM'i sifir yaparsan ark nasil olusacak?
Muhtemelen zaten satan bir kaynak makinasi vardi. Sonraki modelde en az degisiklikle bu cozumu getirdiler ve yeni modeli anti stick ozellikli olarak satmaya basladilar.
Ayrica PWMi tamamen kisarsan arki kolay kolay baslatamazsin. Illaki temas aninda bir miktar akim akacak ki elektrodu kurtardiginda ark olussun. PWM'i sifir yaparsan ark nasil olusacak?
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 28 Eylül 2021, 15:16:48
Gönderen: Yuunus - 28 Eylül 2021, 15:16:48
hocam kaynak yapmadan bostayken frekans kac, acaba bostayken anahtarlama kayiplarini azaltmak icin mi frekansi dusuk tutuyorlar diye aklima geldi.
Başlık: Ynt: Cold welding
Gönderen: z - 28 Eylül 2021, 15:30:53
Gönderen: z - 28 Eylül 2021, 15:30:53
Elektrodu saseye yapistirmadigin surece makina bosta da calissa yukte de calissa 60Khz de calisiyor.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 28 Eylül 2021, 17:59:16
Gönderen: devrecii - 28 Eylül 2021, 17:59:16
Alıntı yapılan: z - 28 Eylül 2021, 11:03:18Sanirim cevabi buldum.
Makina uzerindeki akim ayar potu 0..5V araliginda referans deger veriyor. Atiyorum kontrol unitesine diyorki sana bu aralikta voltaj verirsem kendini 20..160A araliginda akima ayarla.
(Resim gizlendi görmek için tıklayın.)
Hocam peki neden 5A...160A değil de 20A...160A :D :D
Başlık: Ynt: Cold welding
Gönderen: devrecii - 28 Eylül 2021, 18:18:46
Gönderen: devrecii - 28 Eylül 2021, 18:18:46
Yaptığım bir kaynak makinasında sacları delmeden kaynatmak için amperi 3-5A düşecek şekilde ayarlamıştım, sorun yoktu ama uzun süre kllandıktan sonra igbtler patlıyordu neden diye düşünürken 10 tane igbt patlatmıştım soğukken 100A verebilen igbt şimdiki değeri 750tl tabi o zmanlar çinden 25tl getirtmiştim :( .
Sorunu amper ayarı yapan pota seri drenç takarak çömüştüm , ama saca bir türlü kaynak yapacak kadar düşüremedim.
Sorunu amper ayarı yapan pota seri drenç takarak çömüştüm , ama saca bir türlü kaynak yapacak kadar düşüremedim.
Başlık: Ynt: Cold welding
Gönderen: z - 28 Eylül 2021, 19:22:13
Gönderen: z - 28 Eylül 2021, 19:22:13
Alıntı yapılan: devrecii - 28 Eylül 2021, 17:59:16Hocam peki neden 5A...160A değil de 20A...160A :D :D
20A altinda kaynak akimina ihtiyac olmadigini dusunmuslerdir.
IGBT ler neden patliyormus peki?
Başlık: Ynt: Cold welding
Gönderen: devrecii - 28 Eylül 2021, 19:53:25
Gönderen: devrecii - 28 Eylül 2021, 19:53:25
Hocam igbtler hemen patlamıyor, önce bahsettiğim gibi , galiba igbt yavaş yavaş bozulmaya başlıyor oh ne güzel bitti iş diyorsun sonradan birden bile gümmm.
Bazı kaynak makinalarında 5A iner diye övünerek anlatılır ki bence çok lazım.
Senin dediğin gibi mantıksız neden frekansla uğraşsın kısa devre olduğu an pwm kısacak çok basit bir eklenti ile.
Bazı kaynak makinalarında 5A iner diye övünerek anlatılır ki bence çok lazım.
Senin dediğin gibi mantıksız neden frekansla uğraşsın kısa devre olduğu an pwm kısacak çok basit bir eklenti ile.
Başlık: Ynt: Cold welding
Gönderen: z - 28 Eylül 2021, 20:29:12
Gönderen: z - 28 Eylül 2021, 20:29:12
Tamam da neden patiyor?
Benim de basima gelmesin. Hala sik eliyor sik dokuyorum bugun de sisteme enerji vermedim.
Benim de basima gelmesin. Hala sik eliyor sik dokuyorum bugun de sisteme enerji vermedim.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 28 Eylül 2021, 20:42:29
Gönderen: devrecii - 28 Eylül 2021, 20:42:29
Pwm çok küçülmesi ve igbt tam sürülememesi diyorum.
Esas ilginç sorun şu pwm %1 e iniyor ama çıkışta hatırı sayılır kaynak güçü oluşuyor sok babonini de var ?
Galiba igibtyi %1 duty sürerken off on süresi derken %10 çıkış veriyor çıkışı osloskopla kontrol etmeyi de hiç düşünemedim çünkü igbt patlatınca insanda çok kötü bir duygu oluşuyor, yakında bu duyguyu sen de tadacaksın ;D
Esas ilginç sorun şu pwm %1 e iniyor ama çıkışta hatırı sayılır kaynak güçü oluşuyor sok babonini de var ?
Galiba igibtyi %1 duty sürerken off on süresi derken %10 çıkış veriyor çıkışı osloskopla kontrol etmeyi de hiç düşünemedim çünkü igbt patlatınca insanda çok kötü bir duygu oluşuyor, yakında bu duyguyu sen de tadacaksın ;D
Başlık: Ynt: Cold welding
Gönderen: z - 28 Eylül 2021, 20:54:04
Gönderen: z - 28 Eylül 2021, 20:54:04
Kaynak elektrodlari bosta iken %1 duty ile surmeyi denedin mi?
Başlık: Ynt: Cold welding
Gönderen: devrecii - 28 Eylül 2021, 21:10:15
Gönderen: devrecii - 28 Eylül 2021, 21:10:15
Yok hocam öyle denemedim ama %1 dutyde kaynak yapmayı denedim bildiğin kaynak yapıyor osilozkopda gateyi izliyorum, baya izleme şansı veriyor sonra gümmm :D .
Eğer feedback doğru çalıştığına eminsen ve dediğim gibi duty %5-10 aşağı sürmüyorsan korkma daya gitsin :D ben hiç böyle igbt patlatmadım ama amperi düşürmeye çalıştığımda pattım kötü bir duygu ;D
pattlattığım igbt k50h603 soğukken 100A hızı filan da iyi.
Eğer feedback doğru çalıştığına eminsen ve dediğim gibi duty %5-10 aşağı sürmüyorsan korkma daya gitsin :D ben hiç böyle igbt patlatmadım ama amperi düşürmeye çalıştığımda pattım kötü bir duygu ;D
pattlattığım igbt k50h603 soğukken 100A hızı filan da iyi.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 28 Eylül 2021, 21:10:59
Gönderen: elektronik - 28 Eylül 2021, 21:10:59
Alıntı yapılan: z - 28 Eylül 2021, 12:51:36PWM'i sifir yaparsan ark nasil olusacak?
+ prob'da hem kaynak gerilimi hemde yüksek değerli bir direnç üzerinden + veriyorum problar yapışıp gerilim sıfır olduğunda pwm kapatıyorum problar ayrıldığında drenç üzerinden verdiğim gerilimi görünce pwm açıyordum.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 28 Eylül 2021, 21:15:37
Gönderen: elektronik - 28 Eylül 2021, 21:15:37
@devrecii bu geçenlerde benimde başıma gelmişti pwm çok düşürünce igb ler aşırı ısınmıştı amperi yükseltmek içim pwm açtığımda ısı düştü.
Başlık: Ynt: Cold welding
Gönderen: power20 - 28 Eylül 2021, 21:36:47
Gönderen: power20 - 28 Eylül 2021, 21:36:47
Pwmi azaltırken sadece pwm değil, acaba frekans da mı artıyor? Anahtarlama yoğunlaşacak, ısı artacaktır. Anahtarlama kayıplarından dolayı.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 28 Eylül 2021, 21:41:46
Gönderen: elektronik - 28 Eylül 2021, 21:41:46
Alıntı yapılan: Kılıç - 28 Eylül 2021, 21:36:47Pwmi azaltırken sadece pwm değil, acaba frekans da mı artıyor? Anahtarlama yoğunlaşacak, ısı artacaktır. Anahtarlama kayıplarından dolayı.
Benim devrede frakans sabitti.
Başlık: Ynt: Cold welding
Gönderen: z - 28 Eylül 2021, 21:53:09
Gönderen: z - 28 Eylül 2021, 21:53:09
Anahtarlama suresi kisalinca kayiplar artacak konusu kafama yatmadi.
Diyelimki IGBT 1us lik pals ile surulurse tam iletime gecemedigi icin uzerinde 10W guc harcansin. Bunun 5w'i yukselen kenarda 0.5us de, diger 5w i da dusen kenardaki 0.5us de harcansin.
Eger IGBT 10uS pals ile surulurse aslinda 0.5+9+0.5 us suruluyor demektir.
Her durumda 1us da 10w harcamayacak mi? Geri kalan 9 us da doyuma gitti ve hic guc harcamadi diyelim.
O zaman 1us da da 10us da da o gecis aninda bu adam 10w ile isinacak.
Dolayisi ile dusuk dutyi suclamamiz gerekir.
Dolayisi ile frekansi degistirmediginiz surece duty'i dusurmenin sakincasi olmamasi lazim.
Diyelimki IGBT 1us lik pals ile surulurse tam iletime gecemedigi icin uzerinde 10W guc harcansin. Bunun 5w'i yukselen kenarda 0.5us de, diger 5w i da dusen kenardaki 0.5us de harcansin.
Eger IGBT 10uS pals ile surulurse aslinda 0.5+9+0.5 us suruluyor demektir.
Her durumda 1us da 10w harcamayacak mi? Geri kalan 9 us da doyuma gitti ve hic guc harcamadi diyelim.
O zaman 1us da da 10us da da o gecis aninda bu adam 10w ile isinacak.
Dolayisi ile dusuk dutyi suclamamiz gerekir.
Dolayisi ile frekansi degistirmediginiz surece duty'i dusurmenin sakincasi olmamasi lazim.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 28 Eylül 2021, 22:28:40
Gönderen: devrecii - 28 Eylül 2021, 22:28:40
%1 duty tehlikeli değil burada sürekli kalması tehlikeli oluyor. Yoksa yaptığım kaynak makinasında pwm basamağı yok %1 e de iniyor ama çok kısa süre burada kalıyor , çubuk yapışsa sürekli burada kalır işte adamlar bunu düşünmüşler.
@elektronik dediği gibi yüksek güçte kaynak yapmaktan daha fazla ısınıyor peki bunu nasıl açıklayacağız.
@elektronik dediği gibi yüksek güçte kaynak yapmaktan daha fazla ısınıyor peki bunu nasıl açıklayacağız.
Başlık: Ynt: Cold welding
Gönderen: power20 - 28 Eylül 2021, 22:39:21
Gönderen: power20 - 28 Eylül 2021, 22:39:21
IGBT tetikleme rampalarında saturasyonda olmadığı için fazla güç harcıyor. Yükselme ve alçalma rampaları birbirine çok yakın olduğundan, fazla akım durumunda soğuyacak süre kalmıyor. Yanıyor.
Başlık: Ynt: Cold welding
Gönderen: z - 28 Eylül 2021, 22:57:17
Gönderen: z - 28 Eylül 2021, 22:57:17
@devrecii
Yani diyorsun ki cikisi kisa devre edip %1 duty ile surekli surersem IGBTler patlayacak.
Fakat %10 duty ile surersem sorun olmayacak.
Bu durumda sorun diyodlarla ilgili. Toparlanma sureleri uzun.
Diyodlarin toparlanma suresinden daha dusuk yada bu zamana yakin zaman araliginda IGBTleri devreye almaya calisip devreden cikarmaya calismak sorun oluyor. IGBT ve diyod 310v u kisa devre ediyor. Cunku normalde 60Khz in bir basinda bir ortasinda diyoda akim darbesi yollamak diyodun sogumasi icin zaman taniyor.
Fakat %1 gibi bir dutyde diyodun kafasina pes pese iki akim darbesi vurmus oluyorsun.
Sadece IGBTler mi gitti yoksa diyodlar da gitti mi?
Yani diyorsun ki cikisi kisa devre edip %1 duty ile surekli surersem IGBTler patlayacak.
Fakat %10 duty ile surersem sorun olmayacak.
Bu durumda sorun diyodlarla ilgili. Toparlanma sureleri uzun.
Diyodlarin toparlanma suresinden daha dusuk yada bu zamana yakin zaman araliginda IGBTleri devreye almaya calisip devreden cikarmaya calismak sorun oluyor. IGBT ve diyod 310v u kisa devre ediyor. Cunku normalde 60Khz in bir basinda bir ortasinda diyoda akim darbesi yollamak diyodun sogumasi icin zaman taniyor.
Fakat %1 gibi bir dutyde diyodun kafasina pes pese iki akim darbesi vurmus oluyorsun.
Sadece IGBTler mi gitti yoksa diyodlar da gitti mi?
Başlık: Ynt: Cold welding
Gönderen: devrecii - 28 Eylül 2021, 23:14:14
Gönderen: devrecii - 28 Eylül 2021, 23:14:14
Evet hocam ama feedback nedeniyle %.0001 altına bile inmesi gerekebilir, eğer feedbackin bu isteğine uymazsan igbtler anında patlar.
Mesela gördüğümü söyliyim amper yüksek ayarladık diyelim, çubuk değdi ve yapıştı olaylar şöyle gelişiyor , feedback nedeniyle pwm 0 a kadar iniyor ve sonradan %40 a kadar yükseliyor ve devam ediyor (önerilmez) patlama çatlama yok peki nasıl ?
İlk başta %40 verelim ve feedbacki devreden çıkaralım= sonuç anında igbt patlar, gerçekten bunun nedenini açıklayamıyorum ?
Yani kısacası düşük dutyde uzun süre çalıştırma ve feedbacki asla devreden çıkarma.
%5-10 ? dan aşağı pwm düşümek istiyorsa frekansı azaltabilirsin yada DCM moduna geçersiin ama çok ses yapar ,
Mesela gördüğümü söyliyim amper yüksek ayarladık diyelim, çubuk değdi ve yapıştı olaylar şöyle gelişiyor , feedback nedeniyle pwm 0 a kadar iniyor ve sonradan %40 a kadar yükseliyor ve devam ediyor (önerilmez) patlama çatlama yok peki nasıl ?
İlk başta %40 verelim ve feedbacki devreden çıkaralım= sonuç anında igbt patlar, gerçekten bunun nedenini açıklayamıyorum ?
Yani kısacası düşük dutyde uzun süre çalıştırma ve feedbacki asla devreden çıkarma.
%5-10 ? dan aşağı pwm düşümek istiyorsa frekansı azaltabilirsin yada DCM moduna geçersiin ama çok ses yapar ,
Başlık: Ynt: Cold welding
Gönderen: z - 28 Eylül 2021, 23:31:05
Gönderen: z - 28 Eylül 2021, 23:31:05
Tasarladigim duzenekte dutye alt sinir getirdim. Yani istesen de atiyorum %4 altina inemeyecek. Fakat bu durumda bile cikis kisa devre ise sok bobinindeki akim tirmanacaktir. Akim sensoru ayni zamanda Break mekanizmasina bagli. Eger akim tehlike sinirina gelirse dogrudan pwmi off yapiyor. Bu durumda ben istemesem de palsimi %4 dutynin altina getirebilir.
Daha once ilave edip sonra iptal ettigim frekans dusurme rutinini geri yazayim o zaman. Cunku dutynin cok dusmesine baska turlu onlem yok gorunuyor.
Aslinda yapilan islem bir nevi cycle atlatma. 64 Khz'den 16Khz'e dusmek demek. 1 pals ver ardindan 3 pals bekle demek.
O halde frekans dusurme makineye unti stick ozelligi eklemek icin yapilmis alel acele bir cozum degil bir gereklilik oluyor.
Gene bu durumda eger 5A gibi kaynak akimi gerekirse frekans daha da dusurulebilir. Fakat 16Khz kulak acisindan limit frekans oldugu icin daha dusuk frekanslar sinir bozucu seslere neden olacaktir.
Gercekten de 5A gibi kaynak akimlarina ihtiyac duyuluyorsa bu durumda forward smps beslemesini dogrudan 310v dan degil step down regulatorden almali. Kaynak akimi arttikca daha yuksek voltajla, tersine akim istegi dustukce de dusuk voltajla calismali.
Daha once ilave edip sonra iptal ettigim frekans dusurme rutinini geri yazayim o zaman. Cunku dutynin cok dusmesine baska turlu onlem yok gorunuyor.
Aslinda yapilan islem bir nevi cycle atlatma. 64 Khz'den 16Khz'e dusmek demek. 1 pals ver ardindan 3 pals bekle demek.
O halde frekans dusurme makineye unti stick ozelligi eklemek icin yapilmis alel acele bir cozum degil bir gereklilik oluyor.
Gene bu durumda eger 5A gibi kaynak akimi gerekirse frekans daha da dusurulebilir. Fakat 16Khz kulak acisindan limit frekans oldugu icin daha dusuk frekanslar sinir bozucu seslere neden olacaktir.
Gercekten de 5A gibi kaynak akimlarina ihtiyac duyuluyorsa bu durumda forward smps beslemesini dogrudan 310v dan degil step down regulatorden almali. Kaynak akimi arttikca daha yuksek voltajla, tersine akim istegi dustukce de dusuk voltajla calismali.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 28 Eylül 2021, 23:46:30
Gönderen: Yuunus - 28 Eylül 2021, 23:46:30
@z madem bu kadar derine daldin kendi makinani uzay montaj tasarlasana sana bir gate driver ile akim sens yeter, hem aleti de hurdaya cikarmamis olursun.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 28 Eylül 2021, 23:54:55
Gönderen: devrecii - 28 Eylül 2021, 23:54:55
Hocam aslında makina boşta iken saniyede 1-2 defa tık tık enerji verip kesmek enerji tasarrufu sağlayacaktır eğer makina sürekli %50 duty çalışırsa şebekeden boşa enerji çekektir . Güzel enerji tasarrufu sağlayacaktır saatlrce fişte kalsın. kaynak yapılırsa bir süre normal çalışsın sonra tasarrufa düşsün.
Birde 300v baraya direnç bağlasan testleri güvenle yaparsın mesela soba - ütü gibi o büyük kapasitörler igbt katili.
Birde 300v baraya direnç bağlasan testleri güvenle yaparsın mesela soba - ütü gibi o büyük kapasitörler igbt katili.
Başlık: Ynt: Cold welding
Gönderen: z - 29 Eylül 2021, 03:24:27
Gönderen: z - 29 Eylül 2021, 03:24:27
Alıntı yapılan: devrecii - 28 Eylül 2021, 23:14:14İlk başta %40 verelim ve feedbacki devreden çıkaralım= sonuç anında igbt patlar, gerçekten bunun nedenini açıklayamıyorum ?
Makinada yuk varmi yok mu? Yuk varsa patlamasi cok normal.
Başlık: Ynt: Cold welding
Gönderen: z - 08 Ekim 2021, 11:02:47
Gönderen: z - 08 Ekim 2021, 11:02:47
Artik enerji altinda calismaya basladim. Elektrod yapistimi yapismadi mi testini 2uS lik tek bir atimda yapabilir hale geldim.
Boylece kaynak islemine baslarken elektrodu saseye dokundursaniz dahi yapisip kalmiyor.
Simdiki zorluk ve isin en can alici kismi IGBT akimlarini ya da elektrod akimini cok temiz ve dogru sekilde izleyebilmek.
Mevcut makinede bu amacla anahtarlama transformatorunun primer akiminini izleyen minik bir akim trafosu kullanilmis. Maliyeti artirmamak icin ben de bu trafoyu kullanmaya devam edecegim. Fakat projeyi gelistirinceye kadar iyi bir akim sensorune sahip olmanin cok faydali olacagini dusunuyorum.
Minimum 2us genisligindeki atimlari izleyebilmem lazim. Bu onemli bir parametre zira piyasadaki akim sensorleri 80Khz band genisligine sahip.
IGBTnin GND hattina 0.1 ohmdan daha kucuk bir direnc baglasam da olur gibi. 30A tepeli 2uS sureli bir akim palsi ile 3v olustursam 0.1 Ohm yeterli gorunuyor.
Gene de bir danisayim. Bu islerde kullandiginiz akim sensorleri varsa band genisligi nedir? Fiyatlari ne civardadir? vs vs.
Boylece kaynak islemine baslarken elektrodu saseye dokundursaniz dahi yapisip kalmiyor.
Simdiki zorluk ve isin en can alici kismi IGBT akimlarini ya da elektrod akimini cok temiz ve dogru sekilde izleyebilmek.
Mevcut makinede bu amacla anahtarlama transformatorunun primer akiminini izleyen minik bir akim trafosu kullanilmis. Maliyeti artirmamak icin ben de bu trafoyu kullanmaya devam edecegim. Fakat projeyi gelistirinceye kadar iyi bir akim sensorune sahip olmanin cok faydali olacagini dusunuyorum.
Minimum 2us genisligindeki atimlari izleyebilmem lazim. Bu onemli bir parametre zira piyasadaki akim sensorleri 80Khz band genisligine sahip.
IGBTnin GND hattina 0.1 ohmdan daha kucuk bir direnc baglasam da olur gibi. 30A tepeli 2uS sureli bir akim palsi ile 3v olustursam 0.1 Ohm yeterli gorunuyor.
Gene de bir danisayim. Bu islerde kullandiginiz akim sensorleri varsa band genisligi nedir? Fiyatlari ne civardadir? vs vs.
Başlık: Ynt: Cold welding
Gönderen: z - 11 Ekim 2021, 09:48:25
Gönderen: z - 11 Ekim 2021, 09:48:25
Gecen aylarda internet sayfalari uzerindeki yazisma modulu uzerinden firmaya gaz derdimi anlatmisim.
Bugun geri donus yaptilar.
Yaklasik 2 metre kup gaz tupunu aylik 15 TL ile kiraya veriyorlar. Gazin metre kup fiyati 60TL civarinda.
Tup istediginiz kadar sizde kaliyor. Sadece 15 TL aylik kira oduyorsunuz.
Bence cok guzel.
Elimdeki tupleri de doldurabileceklerini soylediler ancak tuplerin sertifikalarini istiyorlar.
Bugun geri donus yaptilar.
Yaklasik 2 metre kup gaz tupunu aylik 15 TL ile kiraya veriyorlar. Gazin metre kup fiyati 60TL civarinda.
Tup istediginiz kadar sizde kaliyor. Sadece 15 TL aylik kira oduyorsunuz.
Bence cok guzel.
Elimdeki tupleri de doldurabileceklerini soylediler ancak tuplerin sertifikalarini istiyorlar.
Başlık: Ynt: Cold welding
Gönderen: z - 11 Ekim 2021, 23:11:16
Gönderen: z - 11 Ekim 2021, 23:11:16
Su soruma cevap verecek var mi?
HV plazma voltaji ile SMPS voltaji bir birlerine senkron degiller.
HV mikrosaniyeler icinde ark baslatip ark sondugunde smps on periyodu baslamis olabilir. Yani demek istedigim smps voltaj henuz yokken HV starter ark yapmis olsa ark sondukten sonra smps cikisinda voltaj belirse ana kaynak akimi plazmayi baslatabilir mi?
Yoksa her iki kaynagin da ayni zaman araliginda aktif olmalari sartmidir? (Bence, ayni zaman araliginda hem SMPS voltaji hem de HV gelmeli)
Gerci hv starter ile SMPS cok farkli frekanslarda olduklari icin eninde sonunda ayni ana rastlasacak ve her ikisi de ayni zamanda voltaj uretecektir.
HV starter, ark yaptigi anda havayi iyonize ettikten sonra ark sondugunde ortamda serbest elektron kalmayacagi icin daha sonradan 100v gelmis olmasinin hic onemi yok gibime geliyor.
Ote yandan HV plazma olusup sondukten sonra bile ortam sicak gazlarla dolu olacagindan 100v civari smps voltaji geldiginde plazma baslayabilir.
Bu konu kafama takildi.
HV plazma voltaji ile SMPS voltaji bir birlerine senkron degiller.
HV mikrosaniyeler icinde ark baslatip ark sondugunde smps on periyodu baslamis olabilir. Yani demek istedigim smps voltaj henuz yokken HV starter ark yapmis olsa ark sondukten sonra smps cikisinda voltaj belirse ana kaynak akimi plazmayi baslatabilir mi?
Yoksa her iki kaynagin da ayni zaman araliginda aktif olmalari sartmidir? (Bence, ayni zaman araliginda hem SMPS voltaji hem de HV gelmeli)
Gerci hv starter ile SMPS cok farkli frekanslarda olduklari icin eninde sonunda ayni ana rastlasacak ve her ikisi de ayni zamanda voltaj uretecektir.
HV starter, ark yaptigi anda havayi iyonize ettikten sonra ark sondugunde ortamda serbest elektron kalmayacagi icin daha sonradan 100v gelmis olmasinin hic onemi yok gibime geliyor.
Ote yandan HV plazma olusup sondukten sonra bile ortam sicak gazlarla dolu olacagindan 100v civari smps voltaji geldiginde plazma baslayabilir.
Bu konu kafama takildi.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 12 Ekim 2021, 13:52:44
Gönderen: devrecii - 12 Ekim 2021, 13:52:44
Hocam HV kaynağa kapasitör bağlanıyor onun amacı ne , iç direnci düşürmek, şimdi senin hv kaynağının çıkışı kaç ohm dur 10megohm vardır sen bunun üç beş tane sarıma gönderiyorsun sekonderden akım aabilme ihtimalin var mı ?
Ya giriş çıkış onbin sarım saracaksın yada 3-5 sarımla akımı yükselteceksin bunun için kapasitör bağlayıp çıt çıt yapman gerekir .
Ya giriş çıkış onbin sarım saracaksın yada 3-5 sarımla akımı yükselteceksin bunun için kapasitör bağlayıp çıt çıt yapman gerekir .
Başlık: Ynt: Cold welding
Gönderen: z - 12 Ekim 2021, 14:11:30
Gönderen: z - 12 Ekim 2021, 14:11:30
Sorum o degil ki.
simdi HV atlama yapti. Atlama suresi 1us. Bu esnada sansimiza SMPS Toff zamaninda yani cikis voltaji 0. HV atlama yapti bitti. SMPS Ton zamanina gecti ve 100V dayadi. Bu iki gecis arasinda 1 kac yuz uS kayiklik olsa plazma baslarmi baslamaz mi onu merak ediyorum.
Baslamamasi lazim diye dusunuyorum fakat, henuz sonmus plazma ortami pekala 100v etkisinde canlanabilir de.
simdi HV atlama yapti. Atlama suresi 1us. Bu esnada sansimiza SMPS Toff zamaninda yani cikis voltaji 0. HV atlama yapti bitti. SMPS Ton zamanina gecti ve 100V dayadi. Bu iki gecis arasinda 1 kac yuz uS kayiklik olsa plazma baslarmi baslamaz mi onu merak ediyorum.
Baslamamasi lazim diye dusunuyorum fakat, henuz sonmus plazma ortami pekala 100v etkisinde canlanabilir de.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 12 Ekim 2021, 14:25:08
Gönderen: devrecii - 12 Ekim 2021, 14:25:08
Çıkış 0 volta inmemeli yük varsa zaten şok bobini sayesinde inmez, boşta bekleme için ise çıkışta her zaman belli voltaj olmalı bunun için 1uf yada daha fazla polyester kapasitör kullanabilirsin. Zaten düğmeye bastığında ilk çıkışa enerji gelir daha sonra atlama olur sorun olmaz.
Sen HV üreticiyi tornaladın diye yazdım :D
Sen HV üreticiyi tornaladın diye yazdım :D
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 18 Ekim 2021, 18:36:10
Gönderen: Yuunus - 18 Ekim 2021, 18:36:10
@z hocam varmi gelisme kaynak makinasinda, daldin gittin androide :D
Başlık: Ynt: Cold welding
Gönderen: z - 18 Ekim 2021, 19:16:54
Gönderen: z - 18 Ekim 2021, 19:16:54
Gelisme var.
Artik guc altinda calisiyorum. Yalniz kaynak makinasi ile kontrol kartim arasinda yaklasik 15cm lik kablolar var ve HV atesleme ardindan islemci calismaya devam etsede aniden isinmaya basliyor. (Latchup olayi olusuyor)
Hatta bir tane MCU calismaz hale geldi. MCU uzerindeki kodu calistiriyor ama JTAG interface'i uctu.
Daha once bahsetmistim Makinanin sekonder hatti GND'ye cok yakin. HV atlamasi oldugunda sebekeye ve JTAG cihazimi GND sine bir sekilde yuksek voltaj palsi ulasip sapittiriyor.
Neyse bu cozulebilecek bir sorun yuzdum yuzdum kuyruguna geldim.
Insallah bir seyleri patlatmadan projem sonuclanir. Amin.
Artik guc altinda calisiyorum. Yalniz kaynak makinasi ile kontrol kartim arasinda yaklasik 15cm lik kablolar var ve HV atesleme ardindan islemci calismaya devam etsede aniden isinmaya basliyor. (Latchup olayi olusuyor)
Hatta bir tane MCU calismaz hale geldi. MCU uzerindeki kodu calistiriyor ama JTAG interface'i uctu.
Daha once bahsetmistim Makinanin sekonder hatti GND'ye cok yakin. HV atlamasi oldugunda sebekeye ve JTAG cihazimi GND sine bir sekilde yuksek voltaj palsi ulasip sapittiriyor.
Neyse bu cozulebilecek bir sorun yuzdum yuzdum kuyruguna geldim.
Insallah bir seyleri patlatmadan projem sonuclanir. Amin.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 19 Ekim 2021, 00:41:30
Gönderen: Yuunus - 19 Ekim 2021, 00:41:30
@z hocam izoleli degilmi devre(primer ile seconder) niye bozuluyo mcu
Başlık: Ynt: Cold welding
Gönderen: z - 19 Ekim 2021, 08:19:37
Gönderen: z - 19 Ekim 2021, 08:19:37
Kullndigim HV oyle cirkef ki. Hem voltaji cok yuksek hem frekansi cok yuksek hem de orjinal tasarim buna cok uygun degil.
Başlık: Ynt: Cold welding
Gönderen: z - 22 Ekim 2021, 12:53:33
Gönderen: z - 22 Ekim 2021, 12:53:33
Malzeme ureticine bagli tasarimlardan nefret etsem de son tasarimim, buyuk ihtimalle malzeme ureticisini degistirilince sorun yasatacak.
Kaynak makinami modifiye ederken makinanin mevcut analog tasarimli kontrol unitesini kaldirip yerine STM32 ile digital bir kontrol unitesi yaptim.
PWM palsi uretildiginde makinanin ana kartinda degisiklik yapmamak adina once iki transistorlu led surucu aktif ediliyor. Bu surucu HCPL3120 MOS surucusunun opto ledini yakiyor, surucu IGBTyi on ediyor ve nihayetinde guc transformatoru enerjileniyor. Akim tirmanmaya basliyor vs vs...
Makinanin kaynak islemine hazir olup olmadigini anlamak daha dogrusu operator kaynak elektrodunu saseye dokundurmusmu dokundurmamismi anlayabilmek icin 2us lik test atisi yaparak akimdaki tirmanma hizina bakiyorum.
(Cold welding isleminde plazma HV ile baslatildigindan elektrodun is parcasina dokunmamasi gerekiyor.)
Analog tasarimlari sonsuz frekansda ornekleme alan digital duzenek olarak dusunebiliriz. Fakat MCU ile yapilan kontrol duzeneklerinde sinyalin sadece orneklenen anindaki degeri kullanilir.
PWM palsinin yukselen kenarindan 1uS sonra akimdan ornek alip akimin aldigi degere baktigimda akimi sifira cok yakin deger okuyordum. Toplamda 2uS olan palsim icin 1uS guzel bir secimdi.
Fakat hic te oyle degilmis.
Pwm palsi off olduktan 1 us sonra akimin yukseldigini gozledim. Yani 2uS pals olup bitiyor 1uS sonra akim yukseliyor.
Sonucta propagasyon suresi opto ledini suren transistorun gecikmesi + gate surucunun gecikmesi + IGBT gate devresinin gecikmesi + IGBT de akimin yukselme hizi vs toplaninca boyle bir durum olusmus.
Hatirlarsaniz IGBT palsi 1us den kisa tutulmamali falan diye tartismistik bu sorun da onunla alakali.
Neyse simdi sample alma noktami kaydirdim ve akimdan guzel ornek toplayabiliyorum. Elektrod yapisik mi degil mi testini 2us lik tek bir palsle yapabiliyorum.
Fakat ileride IGBT ya da surucu bozulur ve yerine muadilini takarsam makinanin karakteri kesinlikle degisecek.
Bu durumda en akilci yontem makinaya kendini tani ozelliginin eklenmesi. Yani degisen bir parcadan sonra gecikme sureleri ne oldu makinanin bunlari kendi kendine ogrenmesi ve kodlarda bu degerleri dikkate almasi gerekecek.
Normalde motor suruculerde pwm peryodum 15us den cok daha fazla oldugu icin bu sorunu yasamiyordum.
Halbuki kaynak makinasinda peryod 15 us. Max Ton surem 7.5 uS minimum pals genisligim 2us.
Durum boyle olunca da %13 ..%50 duty araligina sikistim kaldim.
Kaynak makinami modifiye ederken makinanin mevcut analog tasarimli kontrol unitesini kaldirip yerine STM32 ile digital bir kontrol unitesi yaptim.
PWM palsi uretildiginde makinanin ana kartinda degisiklik yapmamak adina once iki transistorlu led surucu aktif ediliyor. Bu surucu HCPL3120 MOS surucusunun opto ledini yakiyor, surucu IGBTyi on ediyor ve nihayetinde guc transformatoru enerjileniyor. Akim tirmanmaya basliyor vs vs...
Makinanin kaynak islemine hazir olup olmadigini anlamak daha dogrusu operator kaynak elektrodunu saseye dokundurmusmu dokundurmamismi anlayabilmek icin 2us lik test atisi yaparak akimdaki tirmanma hizina bakiyorum.
(Cold welding isleminde plazma HV ile baslatildigindan elektrodun is parcasina dokunmamasi gerekiyor.)
Analog tasarimlari sonsuz frekansda ornekleme alan digital duzenek olarak dusunebiliriz. Fakat MCU ile yapilan kontrol duzeneklerinde sinyalin sadece orneklenen anindaki degeri kullanilir.
PWM palsinin yukselen kenarindan 1uS sonra akimdan ornek alip akimin aldigi degere baktigimda akimi sifira cok yakin deger okuyordum. Toplamda 2uS olan palsim icin 1uS guzel bir secimdi.
Fakat hic te oyle degilmis.
Pwm palsi off olduktan 1 us sonra akimin yukseldigini gozledim. Yani 2uS pals olup bitiyor 1uS sonra akim yukseliyor.
Sonucta propagasyon suresi opto ledini suren transistorun gecikmesi + gate surucunun gecikmesi + IGBT gate devresinin gecikmesi + IGBT de akimin yukselme hizi vs toplaninca boyle bir durum olusmus.
Hatirlarsaniz IGBT palsi 1us den kisa tutulmamali falan diye tartismistik bu sorun da onunla alakali.
Neyse simdi sample alma noktami kaydirdim ve akimdan guzel ornek toplayabiliyorum. Elektrod yapisik mi degil mi testini 2us lik tek bir palsle yapabiliyorum.
Fakat ileride IGBT ya da surucu bozulur ve yerine muadilini takarsam makinanin karakteri kesinlikle degisecek.
Bu durumda en akilci yontem makinaya kendini tani ozelliginin eklenmesi. Yani degisen bir parcadan sonra gecikme sureleri ne oldu makinanin bunlari kendi kendine ogrenmesi ve kodlarda bu degerleri dikkate almasi gerekecek.
Normalde motor suruculerde pwm peryodum 15us den cok daha fazla oldugu icin bu sorunu yasamiyordum.
Halbuki kaynak makinasinda peryod 15 us. Max Ton surem 7.5 uS minimum pals genisligim 2us.
Durum boyle olunca da %13 ..%50 duty araligina sikistim kaldim.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 22 Ekim 2021, 20:52:09
Gönderen: devrecii - 22 Ekim 2021, 20:52:09
Hocam gpio girişinden dijital olarak aşırı yük , igbt aşırı yük vs için kullanabilirsin, gpio EXTi tanımlarsın zener diyotla amper okuduğun yerden alır
ve interupt ile sorunsuz işi halledersin.
Zaten Us lik olaylar kullanıcıya yansımaz , analog adc girişi 1khz hızla olçsen bile yeter, exti işini iyi yapıyorsa igbt de bu durumdan rahatsız olmaz.
ve interupt ile sorunsuz işi halledersin.
Zaten Us lik olaylar kullanıcıya yansımaz , analog adc girişi 1khz hızla olçsen bile yeter, exti işini iyi yapıyorsa igbt de bu durumdan rahatsız olmaz.
Başlık: Ynt: Cold welding
Gönderen: z - 22 Ekim 2021, 21:38:10
Gönderen: z - 22 Ekim 2021, 21:38:10
Makinanin sinyallerini degerlendiren devrelerin tumu sokup attigim hybrit seklinde yapilmis kontrol karti uzerindeydi. Geriye sadece guc kati kaldi. Akim trafosunun sekonderi geliyor sadece. Zaten MCU etrafina cok fazla devre de kurmadim.
Simdi sifirdan guc katini kuracagim icin daha esnek calisabilirim.
Aslinda hurdacida guzel IGBT moduller gormustum. Yarin bir ziyaret edeyim.
Simdi sifirdan guc katini kuracagim icin daha esnek calisabilirim.
Aslinda hurdacida guzel IGBT moduller gormustum. Yarin bir ziyaret edeyim.
Başlık: Ynt: Cold welding
Gönderen: z - 25 Ekim 2021, 00:11:34
Gönderen: z - 25 Ekim 2021, 00:11:34
Kaynak makinasinin mevcut kartini kullanabilecegim sekilde parcalara ayirdim.
 (https://www.hizliresim.com/no06j88)
(https://www.hizliresim.com/no06j88)
Ilginc sekilde snubber gibi onemli bir devrede tel sarimli direnc kullanmislar.
https://mtgelectronics.com/pdf/SRT/RX21_Datasheet.pdf
(https://www.hizliresim.com/no06j88)Ilginc sekilde snubber gibi onemli bir devrede tel sarimli direnc kullanmislar.
https://mtgelectronics.com/pdf/SRT/RX21_Datasheet.pdf
Başlık: Ynt: Cold welding
Gönderen: z - 29 Ekim 2021, 11:15:31
Gönderen: z - 29 Ekim 2021, 11:15:31

Makinayi plancete uzerine anlasilir, mudahale edilebilir ve kolay modifiye edilebilir hale getirmeye basladim.
HCPL3120 suruculerden kurtulup tamamen transformatorlu gate surucu eklemek istiyorum. Tranformatoru ayrik transistor yada mos ile surmeye kalksam bu kez bunlarin surulmesi sikintisi var.
(Hiz bayagi yuksek: min duty 2us max duty 7.5us peryod 15us)
Gate surucu transformatoru surmek icin hazir surucu cip bilen varmi?
Primerde 1A akim emip basmam lazim.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 29 Ekim 2021, 13:17:18
Gönderen: Yuunus - 29 Ekim 2021, 13:17:18
mcu ile surecegin icin tlp250, e madem bu tip birseyle sureceksin néden dogrudan sadece tlp250 yi kullanmiyorsun, izolasyona mi guvenmiyorsun.
Başlık: Ynt: Cold welding
Gönderen: ismail kaya - 29 Ekim 2021, 13:36:30
Gönderen: ismail kaya - 29 Ekim 2021, 13:36:30
TC4421/22
Başlık: Ynt: Cold welding
Gönderen: z - 29 Ekim 2021, 13:46:31
Gönderen: z - 29 Ekim 2021, 13:46:31
Gecmis yillarda cok buyuk bir ders aldim. (Fakat bazen usengeclikten bu derse aykiri calistigim oluyor)
Belki birilerinin de kulagina kupe olur.
Bir motor surucu gelistiriyorum.
Kullandigim cihazlar.
PC.
Digital scop.
Pahali bir jtag cihazi.
Pahali bir gelistirme kiti.
Aptalca bir Gnd hatasi yapmisim.
Enerji verir vermez motor surucu giderken gelistirme kitimi ve JTAG cihazimi ucurdu jtag cihazi da PC paralel portumu ucurdu. Bu esnada scop uctu o da ucarken PC usb portu ucurdu.
Cok fazla maddi hasar oldu.
Saplanti fikir haline gelen dusuncemde "Opto suruculer tasarim asamasinda kullanilmamali."
Cunku nerde ne hata yapacaginiz belli olmaz.
Mesela bir senaryo yazayim hemen.
Guc katindaki IGBT arizalandi ve gate ucuna 300V u getirdi. Bu esnada emetor bacagi da GND civarinda. 300V dogrudan surucuye girdi ve saliseler icinde optoyu yardi ve icinden plazma alevi ortaliga sacildi. Yakinda ne kadar gnd potansiyelinde tel varsa hepsine yuksek gucte gerilim darbesi bindi. Bu iletkenlerden en az birisi de MCU'ya ulasiyor.
MCU ile guc kati arasinda optosu oldugu halde hem guc kati hem optosu hem de MCU kati arizalanmis cihazlarla cok kez karsilastim.
Bu yuzden gate trafosu ozellikle arge asamasinda cok onemli. Tasarim tamamen bittikten sonra trafolu surucu optoya cevrilebilir.
Belki birilerinin de kulagina kupe olur.
Bir motor surucu gelistiriyorum.
Kullandigim cihazlar.
PC.
Digital scop.
Pahali bir jtag cihazi.
Pahali bir gelistirme kiti.
Aptalca bir Gnd hatasi yapmisim.
Enerji verir vermez motor surucu giderken gelistirme kitimi ve JTAG cihazimi ucurdu jtag cihazi da PC paralel portumu ucurdu. Bu esnada scop uctu o da ucarken PC usb portu ucurdu.
Cok fazla maddi hasar oldu.
Saplanti fikir haline gelen dusuncemde "Opto suruculer tasarim asamasinda kullanilmamali."
Cunku nerde ne hata yapacaginiz belli olmaz.
Mesela bir senaryo yazayim hemen.
Guc katindaki IGBT arizalandi ve gate ucuna 300V u getirdi. Bu esnada emetor bacagi da GND civarinda. 300V dogrudan surucuye girdi ve saliseler icinde optoyu yardi ve icinden plazma alevi ortaliga sacildi. Yakinda ne kadar gnd potansiyelinde tel varsa hepsine yuksek gucte gerilim darbesi bindi. Bu iletkenlerden en az birisi de MCU'ya ulasiyor.
MCU ile guc kati arasinda optosu oldugu halde hem guc kati hem optosu hem de MCU kati arizalanmis cihazlarla cok kez karsilastim.
Bu yuzden gate trafosu ozellikle arge asamasinda cok onemli. Tasarim tamamen bittikten sonra trafolu surucu optoya cevrilebilir.
Başlık: Ynt: Cold welding
Gönderen: z - 29 Ekim 2021, 13:52:22
Gönderen: z - 29 Ekim 2021, 13:52:22
Alıntı yapılan: ismail kaya - 29 Ekim 2021, 13:36:30TC4421/22
Tabi ya eski kartlarimin ustunde TC4468 tonla var.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 29 Ekim 2021, 14:03:53
Gönderen: elektronik - 29 Ekim 2021, 14:03:53
Gördüğüm kaynak makinelerinin hemen hepsinde mosfetleri trafo ile sürmüşler şimdiye kadar sadece bir tane makinede opto gördüm onda da çok büyük hasarlar vardı kontrol kartı tümden gitmişti.
Trafolu olanlarda kontrol kartı zarar görmüyor sadece trafo ile mosfet arasındaki sürücü kısmı bazen zarar görüyor hepsi bu.
Trafolu olanlarda kontrol kartı zarar görmüyor sadece trafo ile mosfet arasındaki sürücü kısmı bazen zarar görüyor hepsi bu.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 29 Ekim 2021, 14:16:50
Gönderen: Yuunus - 29 Ekim 2021, 14:16:50
iyide bu onerilerin sendeki surucuden farki ne 9A olmasi mi, elindeki hcpl 3120 leri nesi var.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 29 Ekim 2021, 14:31:19
Gönderen: elektronik - 29 Ekim 2021, 14:31:19
Alıntı yapılan: Yuunus - 29 Ekim 2021, 14:16:50iyide bu onerilerin sendeki surucuden farki ne 9A olmasi mi, elindeki hcpl 3120 leri nesi var.
TC4421yüksek akım verdiğinden trafoyu direk sürebilirsiniz.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 29 Ekim 2021, 14:36:06
Gönderen: Yuunus - 29 Ekim 2021, 14:36:06
Alıntı yapılan: elektronik - 29 Ekim 2021, 14:31:19TC4421yüksek akım verdiğinden trafoyu direk sürebilirsiniz.trafo icin o kadar akima ihtiyac yokki 2A yeterde artar bile.
Başlık: Ynt: Cold welding
Gönderen: z - 29 Ekim 2021, 14:44:03
Gönderen: z - 29 Ekim 2021, 14:44:03
Alıntı yapılan: Yuunus - 29 Ekim 2021, 14:16:50iyide bu onerilerin sendeki surucuden farki ne 9A olmasi mi, elindeki hcpl 3120 leri nesi var.
Bir ara video cekmek istiyorum ama hadi bunu da sen cek.
TLP25x nin led ucuna paralel bir led bagla.
TLP25x in 5,8 bacaklarinda 220v u ver. Paralel bagladigin led bozulacak mi?
Bu deney icin bir kac tane TLP feda etmeyi goze almalisin. Bakalim kac denemede Led bozulacak?
Başlık: Ynt: Cold welding
Gönderen: ismail kaya - 29 Ekim 2021, 14:50:02
Gönderen: ismail kaya - 29 Ekim 2021, 14:50:02
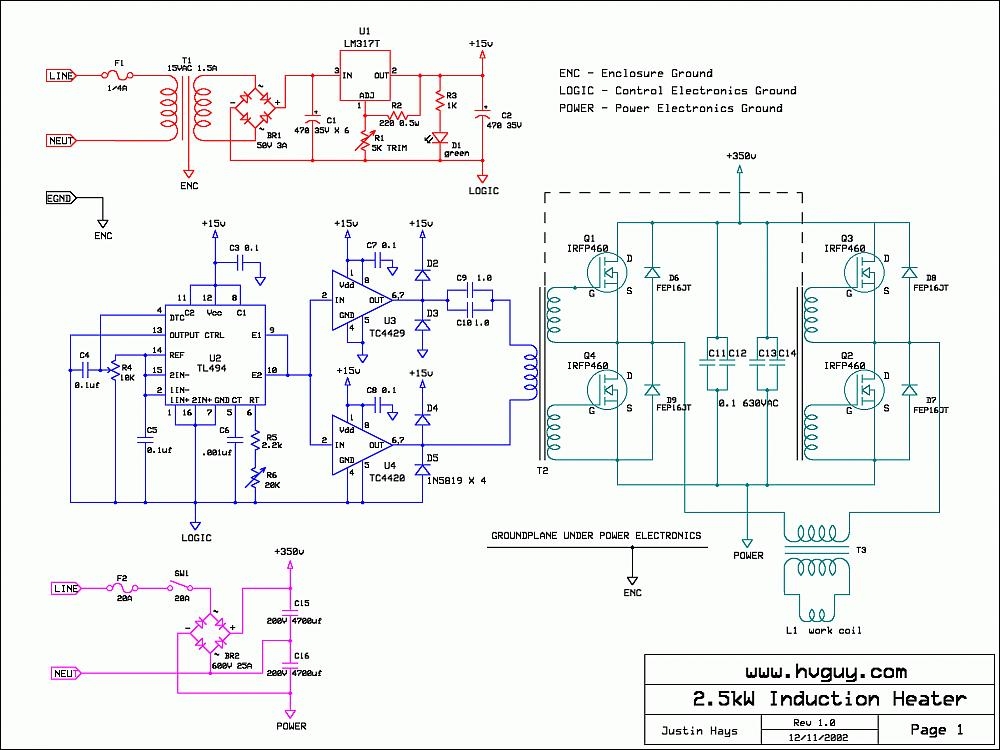
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 29 Ekim 2021, 15:05:50
Gönderen: Yuunus - 29 Ekim 2021, 15:05:50
Alıntı yapılan: z - 29 Ekim 2021, 14:44:03Bir ara video cekmek istiyorum ama hadi bunu da sen cek.sen denemisindir, hem sevmiyorum opto isini mumkunse hep low side calisiyorum, full bridge yerine push pull tercihimdir, bobin yari iletkene gore daha ucuz.
TLP25x nin led ucuna paralel bir led bagla.
TLP25x in 5,8 bacaklarinda 220v u ver. Paralel bagladigin led bozulacak mi?
Bu deney icin bir kac tane TLP feda etmeyi goze almalisin. Bakalim kac denemede Led bozulacak?
Başlık: Ynt: Cold welding
Gönderen: z - 29 Ekim 2021, 15:15:28
Gönderen: z - 29 Ekim 2021, 15:15:28
Push pull yapida 310V DC bara gerilimi ile calisiyormusun?
Elimdeki nuveye push pull calisamazsin mesela. Ekstra 1 tur saracak yer yok.
Elimdeki nuveye push pull calisamazsin mesela. Ekstra 1 tur saracak yer yok.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 29 Ekim 2021, 16:45:03
Gönderen: Yuunus - 29 Ekim 2021, 16:45:03
simdilik hep 160V la isim oldu nasipse bir tane evde kullanmak icin push pull yapma niyetim var, biraz yuksek voltaj ama cok daha yuksek voltajlarda trafo suren sistemler var.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 29 Ekim 2021, 18:07:54
Gönderen: Yuunus - 29 Ekim 2021, 18:07:54
sakincasi ne soyle hadi madem sordun vardir gene birsey, trn voltajlari yuksek tutulacak, snubber voltajlari yuksek olacak...baska
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 29 Ekim 2021, 20:02:23
Gönderen: Yuunus - 29 Ekim 2021, 20:02:23
eger korkun gate uzerindeki ziplamalar ise, tlpnin cikislarini ismailkaya gibi kullanirsan farkeden hicbirsey olmaz tlp ile arada ha trafo var ha yok ayne gate den tlp ye aktarilir, hem tlp nin cikislari patlayana kadar moslarin gate leri gider zaten, eger gate korunmuyorsa mosfetler gene gider bu is cok su kaldirir neyse senin basligi kirletmeyeyim. adam zaten 35V mu ne vermis datasheette 220V vermekte ne oluyor :D
Başlık: Ynt: Cold welding
Gönderen: z - 29 Ekim 2021, 22:28:43
Gönderen: z - 29 Ekim 2021, 22:28:43
Alıntı yapılan: Yuunus - 29 Ekim 2021, 18:07:54sakincasi ne soyle hadi madem sordun vardir gene birsey, trn voltajlari yuksek tutulacak, snubber voltajlari yuksek olacak...baska
Elimdeki kaynak makinesi nuvesinde bir primer bir de sekonder var. Bu nuveye push pull sarim saracak yerin yok mesela.
Alıntı yapılan: Yuunus - 29 Ekim 2021, 20:02:23eger korkun gate uzerindeki ziplamalar ise, tlpnin cikislarini ismailkaya gibi kullanirsan farkeden hicbirsey olmaz tlp ile arada ha trafo var ha yok ayne gate den tlp ye aktarilir, hem tlp nin cikislari patlayana kadar moslarin gate leri gider zaten, eger gate korunmuyorsa mosfetler gene gider bu is cok su kaldirir neyse senin basligi kirletmeyeyim. adam zaten 35V mu ne vermis datasheette 220V vermekte ne oluyor :D
Tamam iste mos bir sekilde arizalaninca ve de grate drain kisa devre olunca sucsuz TLP yi bir anda 300V ile bulusturuyor. O yuzden TLP ye 220v ver demistim. Yani TLP yi patlat, patlarken led tarafindaki devre hasar goruyormu gormuyormu ona bak demistim.
160v u nerden buluyorsun da bu gerilimle uygulamalar yapiyorsun? Ne uygulamasi bu?
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 29 Ekim 2021, 22:49:34
Gönderen: Yuunus - 29 Ekim 2021, 22:49:34
seri bagli iki kondansatorun arasi V/2 ya o bakimdan yaklasik 160V dedim. :)
Başlık: Ynt: Cold welding
Gönderen: z - 29 Ekim 2021, 23:05:58
Gönderen: z - 29 Ekim 2021, 23:05:58
Iyide sen iki kapasitorlu duzenek yapiyorsan o sistem push pull olmaz ki, half bridge yapi o. Onda da gene high side surucu gerekir.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 29 Ekim 2021, 23:20:12
Gönderen: Yuunus - 29 Ekim 2021, 23:20:12
hocam mumkunse dedim zaten sevmiyorum dedim, benimki temenni yani.
Başlık: Ynt: Cold welding
Gönderen: dhan000 - 29 Ekim 2021, 23:22:18
Gönderen: dhan000 - 29 Ekim 2021, 23:22:18
Alıntı yapılan: ismail kaya - 29 Ekim 2021, 14:50:02(Resim gizlendi görmek için tıklayın.)bu devre çalışıyor mu.
çalışıyorsa nasıl oluyor her iki tc4429 girişlerine aynı sinyal girilirken bobin üzerinden bir gerilim oluşuyor.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 29 Ekim 2021, 23:25:48
Gönderen: elektronik - 29 Ekim 2021, 23:25:48
Alıntı yapılan: dhan000 - 29 Ekim 2021, 23:22:18bu devre çalışıyor mu.
çalışıyorsa nasıl oluyor her iki tc4429 girişlerine aynı sinyal girilirken bobin üzerinden bir gerilim oluşuyor.
tc4429 ve tc4428 Kullanılmış
tc4429 Tersliyor
Başlık: Ynt: Cold welding
Gönderen: dhan000 - 30 Ekim 2021, 00:31:22
Gönderen: dhan000 - 30 Ekim 2021, 00:31:22
Alıntı yapılan: elektronik - 29 Ekim 2021, 23:25:48tc4429 ve tc4428 Kullanılmışdevreye tekrar baktım önce 4428 sandım daha dikkatli bakınca 4420 olduğunu gördüm. tc4420 ile tc4429 aynı olarak görünüyor.
tc4429 Tersliyor
Başlık: Ynt: Cold welding
Gönderen: ismail kaya - 30 Ekim 2021, 00:35:14
Gönderen: ismail kaya - 30 Ekim 2021, 00:35:14
aynı entegre olacaksa TL494 ayrı çıkışlarına bağlanabilir. Bu şekilde TL494 çıkışındaki frekansı yarıya düşürmüş oluyor.
Başlık: Ynt: Cold welding
Gönderen: z - 07 Kasım 2021, 18:59:51
Gönderen: z - 07 Kasım 2021, 18:59:51
 (https://www.hizliresim.com/rf5jv2l)
(https://www.hizliresim.com/rf5jv2l)
Başlık: Ynt: Cold welding
Gönderen: z - 07 Kasım 2021, 20:20:23
Gönderen: z - 07 Kasım 2021, 20:20:23
Nihayet cold welding olmasa da elektrod kaynagi denemelerine baslayabildim.
Simdi iki sorun var.
Ilki scopla olcum yapma asamasinda birisinin stabil kaynak yapiyor olmasi lazim. Bu insan olamaz cunku el titredimi ark boyu degisir ve scop grafikleri oynar.
Nitekim bir elimde elektrodla kaynak yapmaya calisirken bir yandan da skopu izlemek cok zor cunku arka hakim olamiyorum kolayca sonebiliyor.
Tek cozum step motorlu kaynak pensesi mekanizmasi.
Ark basladimi motorlu duzenek ark boyunu degistirmeden elektrodu is parcasina yaklastirip uzaklastirmali.
Diger sorun ise yazilimla ya da donanimla cozulecek bir sey ama pis bir sey.
Diyelim ki kaynak akimin 10A'e set ettik.
Elektrodlar birbirine dokunmazken pwm %50 ye aciliyor ve IGBTlerden sadece transformatorun miknatislama akimi akiyor ki bunun genligi de cok dusuk.
Elektrodlar kisa devre olursa akim kisa surede 10A'e tirmaniyor ve duty 2us civarina indiriliyor.
Hatirlarsaniz bu 2us yi daha da asagilara cekmek istemiyorduk.
Fakat hem duty yi 2us altina cekemiyoruz hem de akim kisa surede 10A'e cikiyor.
Halbuki elektrodu kisa devre etmeyip cizik atsak ark basliyor ve akim hizli tirmanmadan 10A civarina geliyor ve bu esnada duty %10 civarlarinda tatli tatli geziniyor.
Fakat cizik atilirken elektrod %90 yapisip kaliyor.
Bu sorunu cozmem gerek.
HV starterdan simdilik vazgectim cunku uzun kablolarla olusturdugum prototip HV atlamasindan etkileniyor. (PC bile etkileniyor usb buldum usb sokuldu gibi asilsiz pencereler aciyor. STlink cihazim kitleniyor hatta STM32 nin jtag portu kitleniyor)
Simdi iki sorun var.
Ilki scopla olcum yapma asamasinda birisinin stabil kaynak yapiyor olmasi lazim. Bu insan olamaz cunku el titredimi ark boyu degisir ve scop grafikleri oynar.
Nitekim bir elimde elektrodla kaynak yapmaya calisirken bir yandan da skopu izlemek cok zor cunku arka hakim olamiyorum kolayca sonebiliyor.
Tek cozum step motorlu kaynak pensesi mekanizmasi.
Ark basladimi motorlu duzenek ark boyunu degistirmeden elektrodu is parcasina yaklastirip uzaklastirmali.
Diger sorun ise yazilimla ya da donanimla cozulecek bir sey ama pis bir sey.
Diyelim ki kaynak akimin 10A'e set ettik.
Elektrodlar birbirine dokunmazken pwm %50 ye aciliyor ve IGBTlerden sadece transformatorun miknatislama akimi akiyor ki bunun genligi de cok dusuk.
Elektrodlar kisa devre olursa akim kisa surede 10A'e tirmaniyor ve duty 2us civarina indiriliyor.
Hatirlarsaniz bu 2us yi daha da asagilara cekmek istemiyorduk.
Fakat hem duty yi 2us altina cekemiyoruz hem de akim kisa surede 10A'e cikiyor.
Halbuki elektrodu kisa devre etmeyip cizik atsak ark basliyor ve akim hizli tirmanmadan 10A civarina geliyor ve bu esnada duty %10 civarlarinda tatli tatli geziniyor.
Fakat cizik atilirken elektrod %90 yapisip kaliyor.
Bu sorunu cozmem gerek.
HV starterdan simdilik vazgectim cunku uzun kablolarla olusturdugum prototip HV atlamasindan etkileniyor. (PC bile etkileniyor usb buldum usb sokuldu gibi asilsiz pencereler aciyor. STlink cihazim kitleniyor hatta STM32 nin jtag portu kitleniyor)
Başlık: Ynt: Cold welding
Gönderen: elektronik - 07 Kasım 2021, 20:35:32
Gönderen: elektronik - 07 Kasım 2021, 20:35:32
Step motorlu kaynak düzeneğine hiç gerek yok. videodaki yöntemle stabil kaynak yapabilirsiniz.
Başlık: Ynt: Cold welding
Gönderen: z - 07 Kasım 2021, 20:41:57
Gönderen: z - 07 Kasım 2021, 20:41:57
Guzel de bu muhtemelen cok yuksek akimla olacak is. Su anda kod gelistirirken en buyuk akimlarla calisamam. Mecburen dusuk akimlarla calismam lazim.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 07 Kasım 2021, 20:52:29
Gönderen: elektronik - 07 Kasım 2021, 20:52:29
Hocam onunda kolayı var. Elektrod ile kaynak yapılacak yüzey arasında yeteri derecede boşluk bırakın. boşluğu bırakmak için elektrodun pense tarafından elektrodun ortasına yakın bir kısma kadar elektrod ile kaynak yapılacak yüzey arasına bişey yerleştirin bu şeyin iletken olup olmaması bişey değiştirmez elektrodun göndesi yalıtkan nede olsa bildiğiniz gibi. yani elektrodun bir kısmı kaynak yüzeyine parelel olarak havada kalsın özetle. Bu sayede daha az akım çekecektir.
Başlık: Ynt: Cold welding
Gönderen: z - 07 Kasım 2021, 22:07:15
Gönderen: z - 07 Kasım 2021, 22:07:15
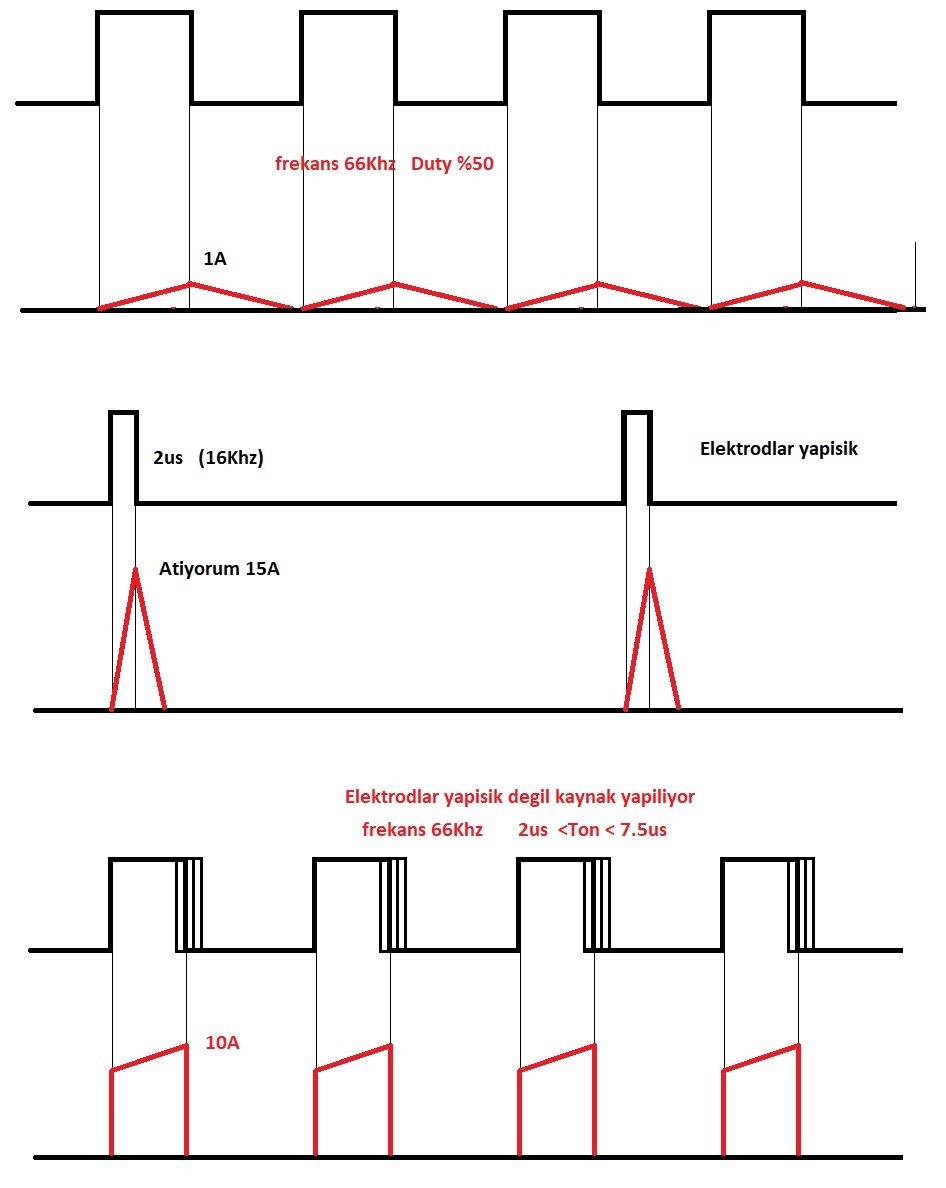 (https://www.hizliresim.com/acsnatr)
(https://www.hizliresim.com/acsnatr)En tepedeki elektrodlar acik.
Ortadaki elektrodlar kisa devre.
En alttaki kaynak yapiliyor.
Ust iki grafikte Ton sonrasindaki akimdaki dususu cizmemeliydim hata yapip cizmisim. Cunku bunlar IGBT akimlari. Primer akimi degil.
Kisa devre olustugunda akim, kaynak akimimizin set degeri olan 10A'i asiyor cunku 2us in altina inmiyoruz.
Akim degerlerinde hata yapmis olabilirim ama buyukluk karsilastirmasi acisindan dogrular.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 07 Kasım 2021, 22:27:07
Gönderen: elektronik - 07 Kasım 2021, 22:27:07
Elektrod yapışık iken pwm kesik kesik verilebilir IGBT ler gereksiz yere zorlanmasınlar diye. Elektrodların yapışık olup olmadığını anlamak için problar arasındaki gerilim ölçülebilir.
Başlık: Ynt: Cold welding
Gönderen: z - 07 Kasım 2021, 22:56:46
Gönderen: z - 07 Kasım 2021, 22:56:46
Kisa devreden dolayi IGBTler zorlanmiyorlar cunku akim darbesi sadece 2us suruyor. Yazilim zaten elektrodlarin kisa devre oldugunu anliyor.
Fakat 2uS lik akim darbesi bile yapismayi engellemiyor.
Buna neden kafayi taktim? HV start'i simdilik yapmayacagim demistim. Bu durumda geriye lift TIG kaliyor. Yapisma olmamasi lazim.
2us nin altina inmek de istemiyoruz.
Bir de frekansi iyice dusureyim mesela 1Khz yapayim. Belki her 1 ms de tek bir 2us lik akim darbesi yapisma yapmaz.
Fakat 2uS lik akim darbesi bile yapismayi engellemiyor.
Buna neden kafayi taktim? HV start'i simdilik yapmayacagim demistim. Bu durumda geriye lift TIG kaliyor. Yapisma olmamasi lazim.
2us nin altina inmek de istemiyoruz.
Bir de frekansi iyice dusureyim mesela 1Khz yapayim. Belki her 1 ms de tek bir 2us lik akim darbesi yapisma yapmaz.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 07 Kasım 2021, 23:12:27
Gönderen: Yuunus - 07 Kasım 2021, 23:12:27
2us altina in bakalim @z bir iki darbedeb bisi olmaz, o kadar kisa surede igbt patlamaz. :D
Başlık: Ynt: Cold welding
Gönderen: z - 07 Kasım 2021, 23:15:17
Gönderen: z - 07 Kasım 2021, 23:15:17
1000 Hz de yapisma cok az oluyor. Fakat bazen bu frekansdaki ortalamasi dusuk akim bile plazma olusturabiliyor.
Ilginc.
IGBT bagisin olacaksa memnuniyetle kabul ederim. Aslinda denemek lazim.
Sen kirli cikisindir at bir iki IGBT istedigin tum denemeleri yapayim.
Akim olcumum Guc katindan izole.
Gate suruculerim sebekeden izole.
Ustune ustluk guc katim da izolasyon trafosu ile sebekeden izole.
Soyle istedigini deneyeyim. Ammaa IGBT bagisin olacaksa.
Ilginc.
Alıntı yapılan: Yuunus - 07 Kasım 2021, 23:12:272us altina in bakalim @z bir iki darbedeb bisi olmaz, o kadar kisa surede igbt patlamaz. :D
IGBT bagisin olacaksa memnuniyetle kabul ederim. Aslinda denemek lazim.
Sen kirli cikisindir at bir iki IGBT istedigin tum denemeleri yapayim.
Akim olcumum Guc katindan izole.
Gate suruculerim sebekeden izole.
Ustune ustluk guc katim da izolasyon trafosu ile sebekeden izole.
Soyle istedigini deneyeyim. Ammaa IGBT bagisin olacaksa.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 07 Kasım 2021, 23:16:07
Gönderen: elektronik - 07 Kasım 2021, 23:16:07
Hocam ferekansı o kadar çok (1Khz) düşürürseniz trafoda uyumsuzluk olmazmı?
Başlık: Ynt: Cold welding
Gönderen: z - 07 Kasım 2021, 23:18:32
Gönderen: z - 07 Kasım 2021, 23:18:32
Alıntı yapılan: elektronik - 07 Kasım 2021, 23:16:07Hocam ferekansı o kadar çok (1Khz) düşürürseniz trafoda uyumsuzluk olmazmı?
Neden olsun?
Soyle dusun 2us lik akim darbesi veriyorsun. Bir benzerini ister 10 us sonra veririm ister 1 sn sonra ister 1 ay sonra.
Eger frekansi 1000Hz yapip Ton suresini de 100uS falan yapsaydim sorun olurdu.
Ton suresine hic dokunmadan frekansi istersek 1Hz bile yapabiliriz. Bunda hic bir sorun yok.
Bazen arizali smpsler hickirik moduna girer. Orda frekans 1 Hz den bile daha dusuk oluyor
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 07 Kasım 2021, 23:32:29
Gönderen: Yuunus - 07 Kasım 2021, 23:32:29
Alıntı yapılan: z - 07 Kasım 2021, 23:15:171000 Hz de yapisma cok az oluyor. Fakat bazen bu frekansdaki ortalamasi dusuk akim bile plazma olusturabiliyor.hocam kaynak makinasinin anasini belledin bir transistorun lafini yapiyon, bazen risk almak gerek, zaten 1.5 us dusursen hepi topu VGS/2 kaybin olur oda bisi yapmaz o kisa surede, bunun sonunda kazanacagin deneyimi dusun ;)
Ilginc.
IGBT bagisin olacaksa memnuniyetle kabul ederim. Aslinda denemek lazim.
Sen kirli cikisindir at bir iki IGBT istedigin tum denemeleri yapayim.
Akim olcumum Guc katindan izole.
Gate suruculerim sebekeden izole.
Ustune ustluk guc katim da izolasyon trafosu ile sebekeden izole.
Soyle istedigini deneyeyim. Ammaa IGBT bagisin olacaksa.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 07 Kasım 2021, 23:38:30
Gönderen: Yuunus - 07 Kasım 2021, 23:38:30
bak bu ara bende kendime 1000w civari bir guc kaynagi yapiyorum, push pull yapacaktim vazgectim full bridge e cevirdim, dusuk voltajli mosfetlerin fiyati yuksek voltajlidan daha makul, senin sayende.
Başlık: Ynt: Cold welding
Gönderen: z - 07 Kasım 2021, 23:43:24
Gönderen: z - 07 Kasım 2021, 23:43:24
WEB Lab gibi olduk. Tecrubeyi aynen paylasiyoruz, 1 IGBT nin lafini sen ediyorsun.
Nerde o Devreci. O korkuttu beni 1us isini o cikartti.
O yollasin IGBT'yi.
Haberlerde 1 saat geri alinacagini duyan Dursun saatleri topladigi gibi saatci Temel'in dukkanina kosmus.
Temel Temel, televizyonda heberlerde soyledi saatler geri alinacakmis, bu saatlerin hepsini senden aldim bunlari geri al ver parami demis.
Temel de dur oyle degil yanlis anlamissin bende izledim o haberi 1 saat geri alinacakmis sadece birisinin parasini geri veririm demis.
Devreci de artik 1 IGBT yollarim derse sasirmam.
Nerde o Devreci. O korkuttu beni 1us isini o cikartti.
O yollasin IGBT'yi.
Haberlerde 1 saat geri alinacagini duyan Dursun saatleri topladigi gibi saatci Temel'in dukkanina kosmus.
Temel Temel, televizyonda heberlerde soyledi saatler geri alinacakmis, bu saatlerin hepsini senden aldim bunlari geri al ver parami demis.
Temel de dur oyle degil yanlis anlamissin bende izledim o haberi 1 saat geri alinacakmis sadece birisinin parasini geri veririm demis.
Devreci de artik 1 IGBT yollarim derse sasirmam.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 07 Kasım 2021, 23:55:08
Gönderen: elektronik - 07 Kasım 2021, 23:55:08
Hocam kaç amper IGBT kullanıyorsunuz kodu nedir
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 08 Kasım 2021, 00:12:55
Gönderen: Yuunus - 08 Kasım 2021, 00:12:55
kisa sureli denemede birsey olmaz dememin nedeni sen bobibi %50 duty ile transistoru linear bolgede tam doyurmayacaksin ki, sen belki %2-%5 ile sureceksin ve bu sirada da cekecegin akimda dusuk olacak, yani sure kisa olacagi icin transistorde harcayacagin gucte dusuk olacak, korkma korkma.
Başlık: Ynt: Cold welding
Gönderen: z - 08 Kasım 2021, 00:33:58
Gönderen: z - 08 Kasım 2021, 00:33:58
Bak IGBT giderse basinin etini yerim ona gore. Elimde 1 tane yedegim var.
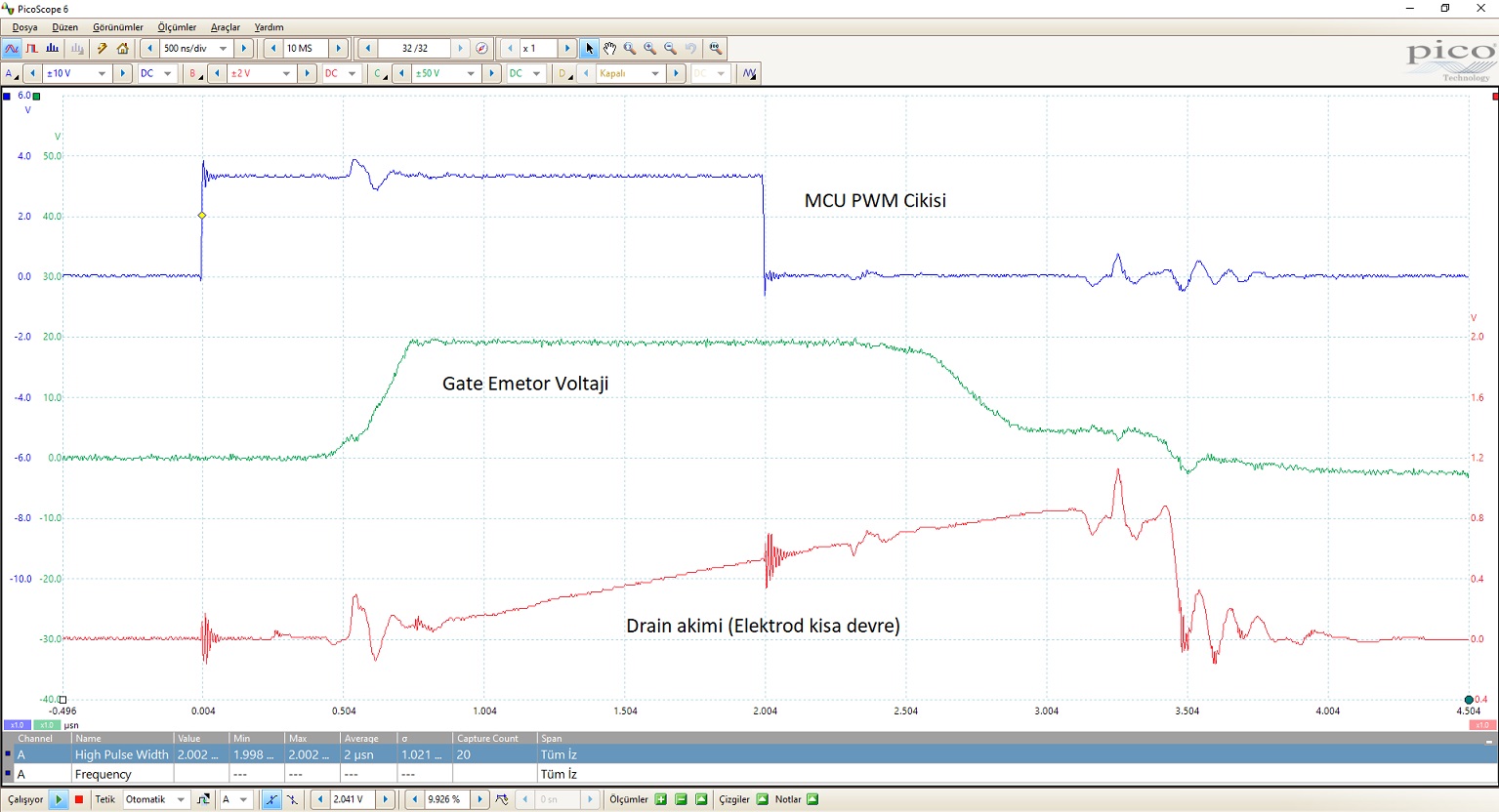 (https://www.hizliresim.com/rci0bnv)
(https://www.hizliresim.com/rci0bnv)
2us lik gate sinyalim bu.
1us yi de kurtarir gibi.
Herife bak ya. Drain dedi, kollektor diye duzeltttik. Simdi de ben Drain yazmisim. Kirmizi grafik kollektor akiminin gectigi akim trafosundan aldigim akim bilgisi.
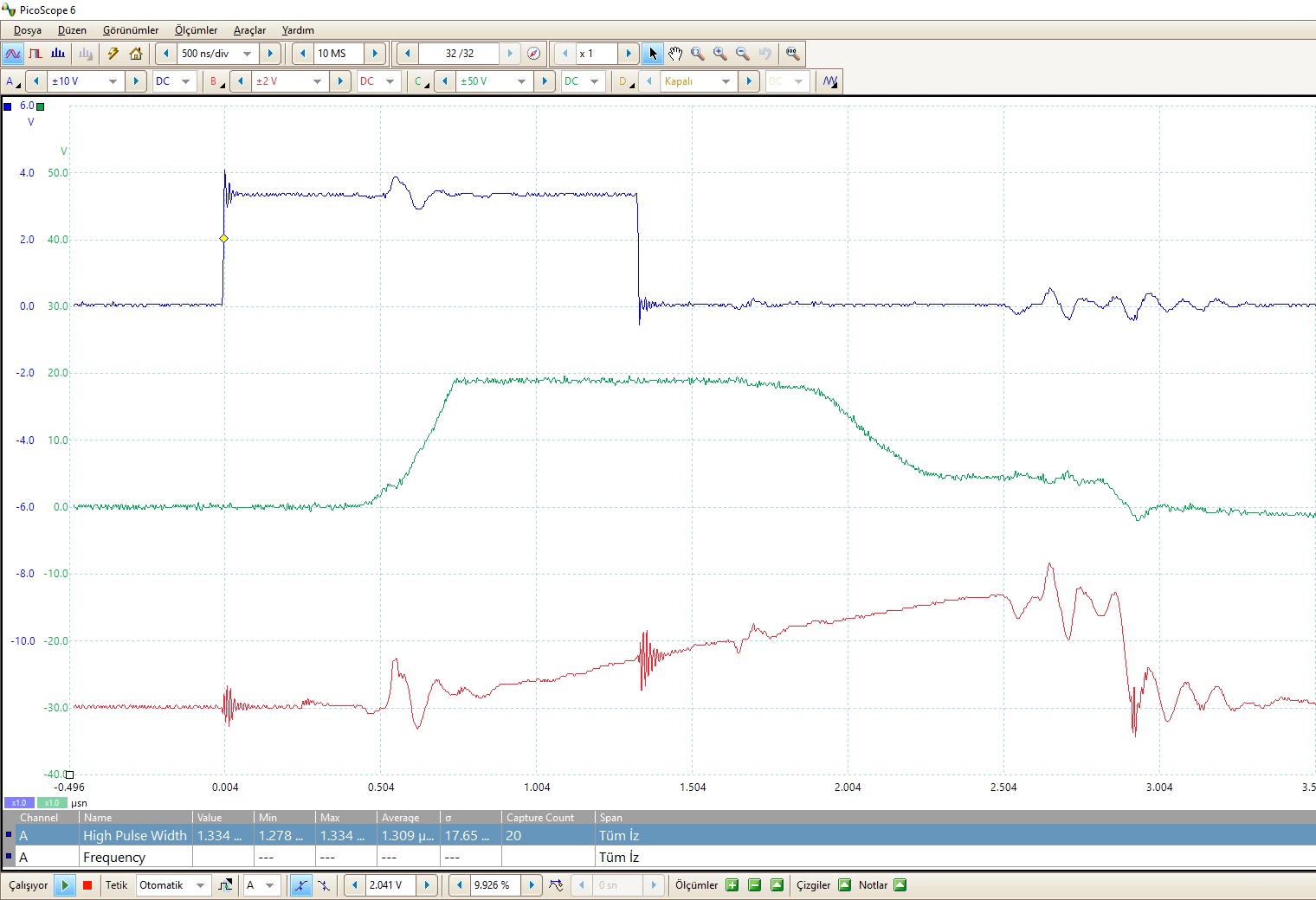 (https://www.hizliresim.com/ro4oe3z)
(https://www.hizliresim.com/ro4oe3z)
Burda akim referansi daha da kuculttum. Gate palsi 1.5us civarinda. 1us ye inmedi cunku verdigim akim referansinda regulasyon yapmaya calisiyor.
(https://www.hizliresim.com/rci0bnv)2us lik gate sinyalim bu.
1us yi de kurtarir gibi.
Herife bak ya. Drain dedi, kollektor diye duzeltttik. Simdi de ben Drain yazmisim. Kirmizi grafik kollektor akiminin gectigi akim trafosundan aldigim akim bilgisi.
(https://www.hizliresim.com/ro4oe3z)Burda akim referansi daha da kuculttum. Gate palsi 1.5us civarinda. 1us ye inmedi cunku verdigim akim referansinda regulasyon yapmaya calisiyor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 08 Kasım 2021, 00:35:56
Gönderen: Yuunus - 08 Kasım 2021, 00:35:56
hocam hiccc deneme o zaman artik 10 sene konusursun.
hocam gonderdigin grafige bakarsan rise time gayet iyi, senin recovery time baya uzun, orda da zaten sorun yok senin gate voltajin yariya inmis ama hala akim cekmeye devam etmissin, grafige gore hicbir sorun olmamasi lazim, burada sadece 1us nin altindaki denemelerde is senin kontrolunden cikiyor sanirim.
hocam gonderdigin grafige bakarsan rise time gayet iyi, senin recovery time baya uzun, orda da zaten sorun yok senin gate voltajin yariya inmis ama hala akim cekmeye devam etmissin, grafige gore hicbir sorun olmamasi lazim, burada sadece 1us nin altindaki denemelerde is senin kontrolunden cikiyor sanirim.
Başlık: Ynt: Cold welding
Gönderen: z - 08 Kasım 2021, 01:02:35
Gönderen: z - 08 Kasım 2021, 01:02:35
Alıntı yapılan: elektronik - 07 Kasım 2021, 23:55:08Hocam kaç amper IGBT kullanıyorsunuz kodu nedir
Hediye mi etmek istiyorsun. Tesekkurler. Sorun IGBT degil. PC ve scopumun basina bir sey gelmesin yeter.
Alıntı yapılan: Yuunus - 08 Kasım 2021, 00:35:56hocam hiccc deneme o zaman artik 10 sene konusursun.
hocam gonderdigin grafige bakarsan rise time gayet iyi, senin recovery time baya uzun, orda da zaten sorun yok senin gate voltajin yariya inmis ama hala akim cekmeye devam etmissin, grafige gore hicbir sorun olmamasi lazim, burada sadece 1us nin altindaki denemelerde is senin kontrolunden cikiyor sanirim.
Pals daraldikca gate surucu trafoda negatif genlik dusuyor. Tersine pals genisledikce gate'e uygulanan negatif voltaj artiyor. O yuzden bu kisa palslerde kesim suresi uzun. 1us nin alti olamaz cunku hesaplanan Ton suresi eger 0.....2us aralinda cikarsa bu otomatik 2us ye cevriliyor. (Bu denemede bu sureyi 1us ye cevirdim.)
1 us olmasi icin referans akim degerini daha da dusurmem gerekecek. Bu grafiklerde elektrodlar yapisik halde.
Miller etkisi dikkat edersen 5v civarinda. Yukselme zamaninda o kisim cok cok dar. Ama kesime giderken cok yayvan. Gate'lere transistorlu bosaltici eklentisi yaparsam cok kucuk dutylerdeki bu sorun kalkar ama gerek te yok. Kaynak asamasinda duty bayagi acilmis ve gate voltajlari fazlaca negatif deger alir hale geliyor.
Başlık: Ynt: Cold welding
Gönderen: z - 08 Kasım 2021, 01:27:18
Gönderen: z - 08 Kasım 2021, 01:27:18
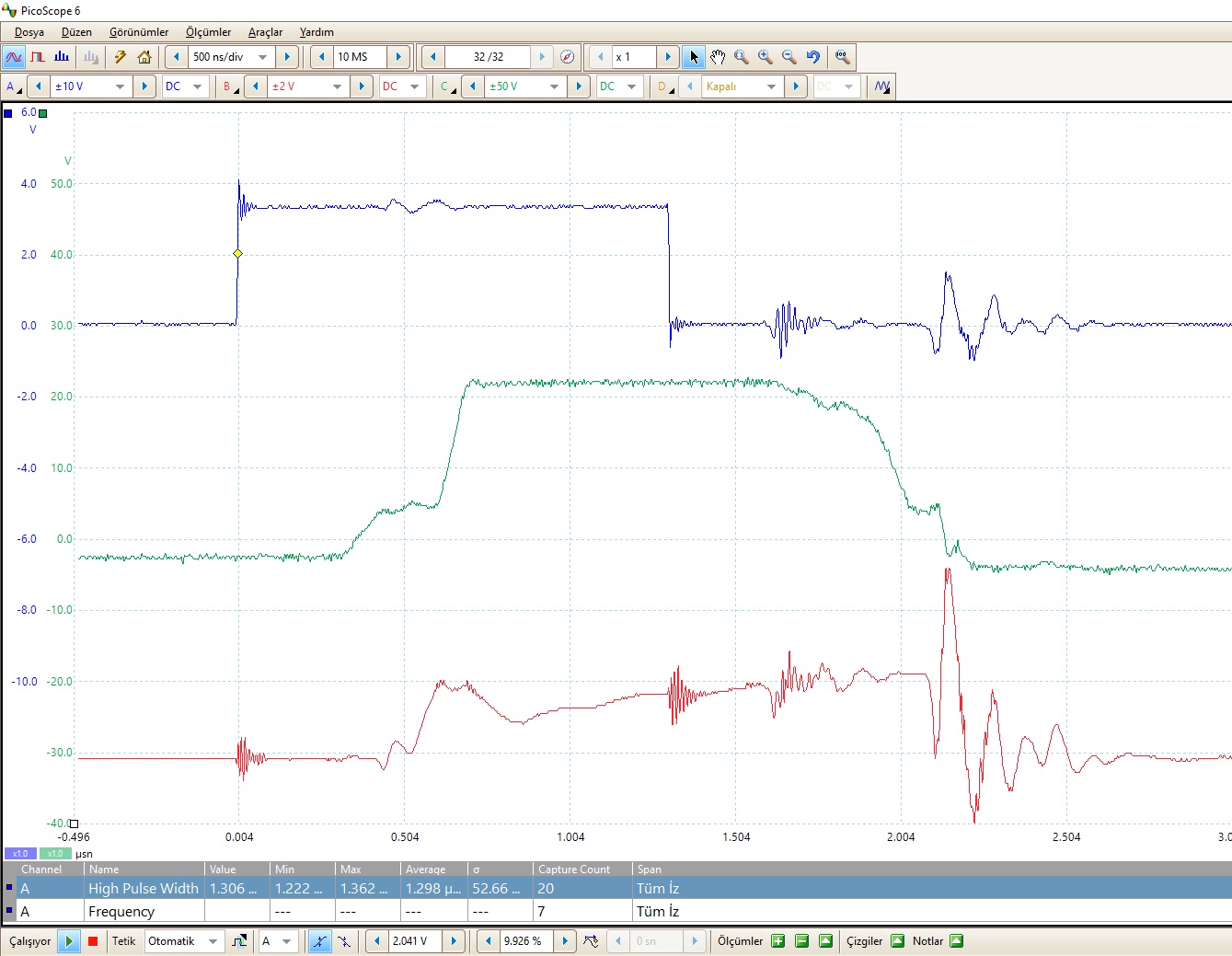 (https://www.hizliresim.com/475wirj)
(https://www.hizliresim.com/475wirj)Gate voltajini negatiflestirince kesim suresi kisaldi fakat bu kez de iletim suresi uzadi. Daha dogrusu Miller etkisine maruz bolge genisledi.
Burdan su sonuca ulasiyoruz. Gate surucuyu de akillilastirabiliriz.
Gate'i sifir voltta tut.
Iletime sokmak icin;
Gate'e 18v ver
Kesime Sokmak icin;
Gate'e negatif ver ve kesime sok.
Kesime gittikten sonra gate voltajini sifir volt yap ki iletime hizli gecilebilsin.
Bu cok onemli bir sonuc.
Yani IGBT iletime gecirilmeden once negatif yondeki tum yukunu kaybetmis olmali. (Asagidaki gibi)
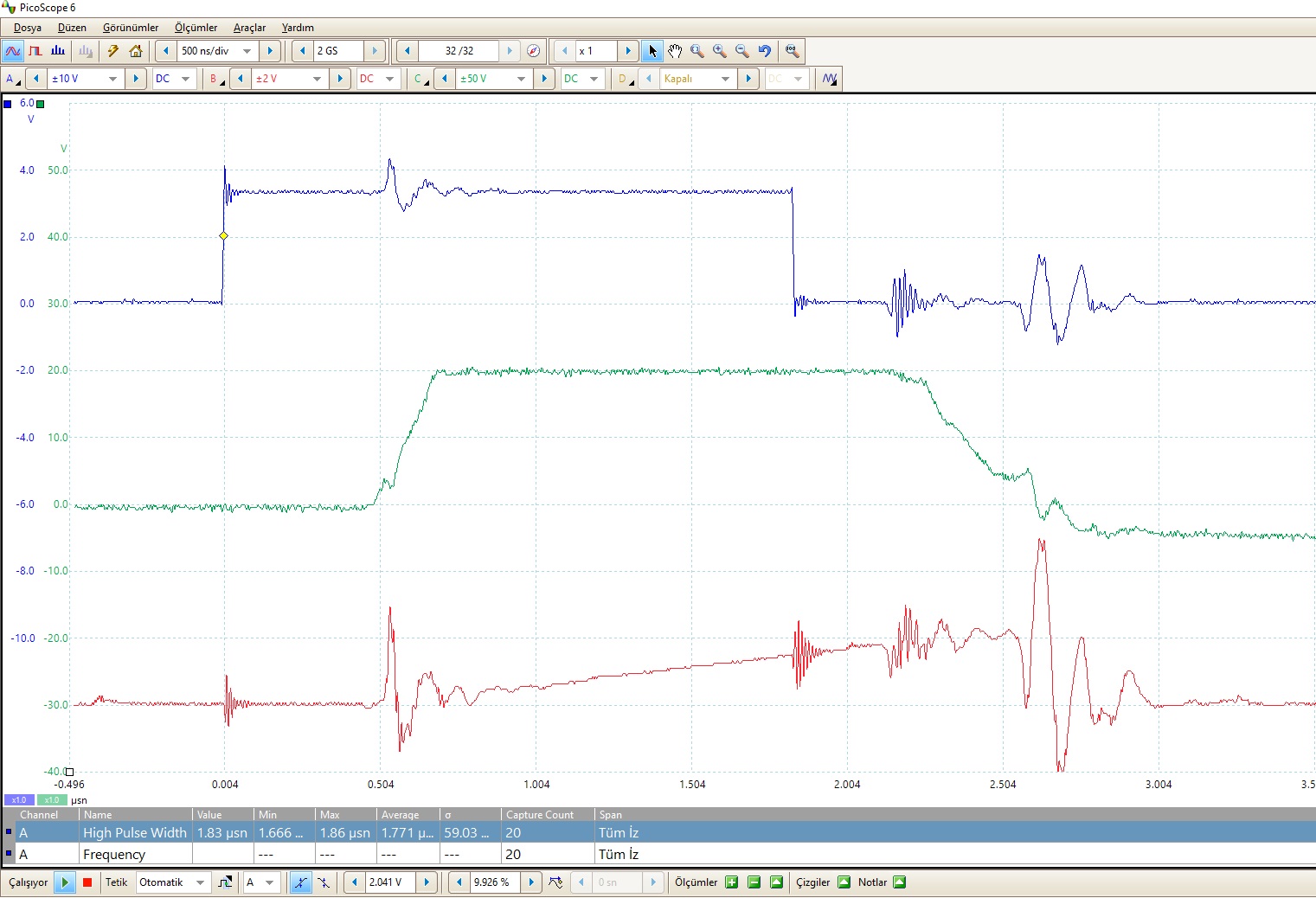 (https://www.hizliresim.com/mz7alvy)
(https://www.hizliresim.com/mz7alvy)
Başlık: Ynt: Cold welding
Gönderen: elektronik - 08 Kasım 2021, 12:06:33
Gönderen: elektronik - 08 Kasım 2021, 12:06:33
Alıntı yapılan: z - 08 Kasım 2021, 01:02:35Hediye mi etmek istiyorsun. Tesekkurler.
Aynen hocam bu çalışmalardan bizlerde faydalanıyoruz size İGBT kampanyası düzenleyelim :)
Bende 40 amper vardı birkaç tane gönderebilirim özelden adres yazın.
Başlık: Ynt: Cold welding
Gönderen: tunayk - 08 Kasım 2021, 12:35:40
Gönderen: tunayk - 08 Kasım 2021, 12:35:40
Alıntı yapılan: z - 08 Kasım 2021, 01:27:18
Gate voltajini negatiflestirince kesim suresi kisaldi fakat bu kez de iletim suresi uzadi. Daha dogrusu Miller etkisine maruz bolge genisledi.
Burdan su sonuca ulasiyoruz. Gate surucuyu de akillilastirabiliriz.
Gate'i sifir voltta tut.
Iletime sokmak icin;
Gate'e 18v ver
Kesime Sokmak icin;
Gate'e negatif ver ve kesime sok.
Kesime gittikten sonra gate voltajini sifir volt yap ki iletime hizli gecilebilsin.
Bu cok onemli bir sonuc.
Yani IGBT iletime gecirilmeden once negatif yondeki tum yukunu kaybetmis olmali. (Asagidaki gibi)
Dediğiniz doğru ancak genelde dökümanlarda söylenen, gate'i ekside tutmanın hızlı kesime gitmenin yanında, sistemdeki endüktanslar nedeniyle oluşabilecek hatalı palslerin de engellenmesi için gerekli olduğu. Aslında fayda-zarar hesabı yapmak lazım. Bİr de sürücü devre daha karmaşıklaşacak en nihayetinde
Başlık: Ynt: Cold welding
Gönderen: devrecii - 12 Kasım 2021, 19:06:20
Gönderen: devrecii - 12 Kasım 2021, 19:06:20
Half bridge ile mi sürdün ? full bridge ile mi ? full birid ise neden 50V besleme yaptın anlamadım.
Direkt half bridge çıkışı gate bobine versen ? .

Direkt half bridge çıkışı gate bobine versen ? .
Başlık: Ynt: Cold welding
Gönderen: devrecii - 12 Kasım 2021, 19:19:58
Gönderen: devrecii - 12 Kasım 2021, 19:19:58
2us duty ile sürdüğnde kaynak yapıyor mu , kaynak güçlü mü ?
Benim yaptığım denemede duty %3..5 gibi canavar gibi kaynak yapıyordu , igbtler aşırı ısınıyordu , sonunda gümmm , hem de çıkışta çok güzel sok bobini sarmıştımm hiç faydası olmadı.
400v diyotsuz igbt var çinden 0.1 dolara almıştım dolar 3tl idi.
Benim yaptığım denemede duty %3..5 gibi canavar gibi kaynak yapıyordu , igbtler aşırı ısınıyordu , sonunda gümmm , hem de çıkışta çok güzel sok bobini sarmıştımm hiç faydası olmadı.
400v diyotsuz igbt var çinden 0.1 dolara almıştım dolar 3tl idi.
Başlık: Ynt: Cold welding
Gönderen: z - 12 Kasım 2021, 19:48:12
Gönderen: z - 12 Kasım 2021, 19:48:12
Alıntı yapılan: devrecii - 12 Kasım 2021, 19:06:20Half bridge ile mi sürdün ? full bridge ile mi ? full birid ise neden 50V besleme yaptın anlamadım.
Direkt half bridge çıkışı gate bobine versen ? .
(Resim gizlendi görmek için tıklayın.)
Ful bridge ile suruyorum. Normalde kapasitor uzerindeki voltaji heaba katmadigim icin kucuk dutylerde voltajin katlanacagini hesaba katmadim.
Fakat surucumden cok memnunum. $50 duty de +/- 25..30v civari gerilim elde ediyorum.
Ilk baslarda IGBT beslemesini utu uzerinden vererek yazilim hatalarimin kotu sonuclanmamasi icin basit bir koruma yaptim. Buna ragmen utunun cikisindan gnd'ye giden 1uf lik kapasitorumdeki enerji IGBTlerden birisini bozdu.
Simdi guc katini 300v ile besliyorum bu kez utuyu trafoya seri bagladim. Yazilimlari bu sekilde gelistiriyorum.
Dolayisi ile utu ordayken henuz kaynak yapamam.
Devreyi cok basitlestirdim. Fakat bu yazilimlari zorlastirdi.
Guc kati ile MCU arasinda sadece PWM baglantisi bir de akim trafosu baglantisi var. Elektrodun yapistigini anlamaya yarayan optolari vs kaldirip attim.
Cikistaki sok bobininin cok az faydasi var. Hemen doydugunu dusunuyorum.
Tek faydasi duty cok kucukken cikisi kisa devre ettiginizde akimin tirmanma hizini dusuruyor. Duty kucuk oldugu icin doyamiyor.
Ark baslayip yuksek akimla kaynaga gecildiginde o bobin tamamen tel parcasina donusuyor.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 12 Kasım 2021, 20:44:01
Gönderen: devrecii - 12 Kasım 2021, 20:44:01
Hocam bence o karmaşanın içinde hatalı bişeyler yaptın , yoksa 1uf zaten dolma boşalma zamanına denk igbtleri patlatacak kadar amper yükselemez ki, 47uf filan olsa tamam diyeceğim de.. Gate giden ve sürücüye giden kablolar uzun ondan olabilir mi ?
Gate bozuyor olabilirmisin ? 50V ile , senin sürücün gate 50v veriyor , zener var mı ?
Gate bozuyor olabilirmisin ? 50V ile , senin sürücün gate 50v veriyor , zener var mı ?
Başlık: Ynt: Cold welding
Gönderen: z - 12 Kasım 2021, 23:11:54
Gönderen: z - 12 Kasım 2021, 23:11:54
Neden yanmisti bilmiyorum. Gate Soure arasini zenerlerle koruyorum. Sekonderi cok sik kisa devre ediyordum 1uF deki enerji 300v da yeterince yuksek. Yani utunun onde olmasinin fazla onemi olmuyor.
Su utuden bir an once kurtulmam lazim fakat yazilimda hala sorunlar var.
Kablolarim uzun olsada IGBTleri kisa devre edecek kadar gurultu kapmiyor. Neyse ilk baslarda yandi zaten.
Akim trafom da uzakta ondan gelen sinyal de ciddi gurultu kapmiyor.
Su utuden bir an once kurtulmam lazim fakat yazilimda hala sorunlar var.
Kablolarim uzun olsada IGBTleri kisa devre edecek kadar gurultu kapmiyor. Neyse ilk baslarda yandi zaten.
Akim trafom da uzakta ondan gelen sinyal de ciddi gurultu kapmiyor.
Başlık: Ynt: Cold welding
Gönderen: z - 14 Kasım 2021, 14:16:38
Gönderen: z - 14 Kasım 2021, 14:16:38

Bugün kaynak makinamın beslemesi üzerindeki ütüyü kaldırıp doğrudan 310v ıle beslemeye başladım ve ilk elektrodumu en düşük düşük akım seviyesinde erittim.
Asıl curcuna bundan sonra başlayacak. Çünkü artık izolasyon trafomu 3.5A sınırından dolayı kullanamayacağım.
Güç katım patlamaya hazır bomba gibi.
İşin en güzel yanı, kontrol kartım ile güç katım arasında role, +15v besleme, gate sürücü transformatörünün primer bağlantısı bir de akım transformatörünün sekonder bağlantısı var.
Yani kaynak makinasının kontrolü tamamen yazılıma dönüştü.
http://www.cncdesigner.com/wordpress/?p=10047

Makina boşta iken;
Mavi: Pwm palsleri
Kırmızı: Akım trafosunun cıkısından elde edılen IGBT akımı bilgisi
Yeşil: Elektroda giden voltaj
Aşağıdaki scop görüntüsü ise elektrod yakılırken elde edildi.

Başlık: Ynt: Cold welding
Gönderen: z - 15 Kasım 2021, 01:49:40
Gönderen: z - 15 Kasım 2021, 01:49:40
Cold welding asamasina gectim. Fakat lift tig mantigini beceremedim.
Tungsten elektrodu demir metale dokundurup 1Khz de 2us lik akim darbeleri yolladigimda elektrod yapisip kaliyor. Ayrımaya kalktığımda koluma hükmedemiyor istemsiz olarak hızlıca torcu kaldırıyorum ve ark boyunun çok hızlı uzaması nedeniyle oluşan ark hemen sönüyor.
Icimizde lift TIG ile kaynak yapan oldu mu? Elektrodu dokundurdugunuzda yapisma oluyor mu?
Bu cold welding kitaplara dusmedimi acaba?
Isin kotusu kaynak makinasinda sik sik dur kalklarda Jtag cihazi kitlenip kaliyor.
Edit: Lift tekniğinde kolumuzla torcu kaldırmıyormuşuz torcu fincan etrafında yuvarlıyormuşuz. Bir sonraki başlıktaki yazıma göz atın.
Tungsten elektrodu demir metale dokundurup 1Khz de 2us lik akim darbeleri yolladigimda elektrod yapisip kaliyor. Ayrımaya kalktığımda koluma hükmedemiyor istemsiz olarak hızlıca torcu kaldırıyorum ve ark boyunun çok hızlı uzaması nedeniyle oluşan ark hemen sönüyor.
Icimizde lift TIG ile kaynak yapan oldu mu? Elektrodu dokundurdugunuzda yapisma oluyor mu?
Bu cold welding kitaplara dusmedimi acaba?
Isin kotusu kaynak makinasinda sik sik dur kalklarda Jtag cihazi kitlenip kaliyor.
Edit: Lift tekniğinde kolumuzla torcu kaldırmıyormuşuz torcu fincan etrafında yuvarlıyormuşuz. Bir sonraki başlıktaki yazıma göz atın.
Başlık: Ynt: Cold welding
Gönderen: z - 15 Kasım 2021, 13:19:02
Gönderen: z - 15 Kasım 2021, 13:19:02
TIG kaynakta ark başlatma teknikleri. (http://www.cncdesigner.com/wordpress/?p=10191)
Başlık: Ynt: Cold welding
Gönderen: z - 15 Kasım 2021, 20:02:04
Gönderen: z - 15 Kasım 2021, 20:02:04
https://forum.allaboutcircuits.com/threads/about-cold-welding-machine.178773/
Burda da cold weldingde kapasitif desarj teknigini kullandigini soyluyorlar.
Burda da cold weldingde kapasitif desarj teknigini kullandigini soyluyorlar.
Başlık: Ynt: Cold welding
Gönderen: z - 15 Kasım 2021, 20:15:15
Gönderen: z - 15 Kasım 2021, 20:15:15
Bosu bosuna elektrod kaynak makinasini cold welding makinasina cevirmeye ugrasmisim.
Hic alakasi yokmus ki.
http://www.atomwelding.com/download/atom_awe-p1600.zip
Adamlar kapasitif dejarj teknigini kullaniyorlar.
Sayfa 15'de 63V 82000 uF kapasitor kullaniyoruz diye yazmislar. Sayfa 17'de de kapasitorler gorunuyor.
Acaba butun cold welding makinalari kapasitif mi calisiyor.
Hic alakasi yokmus ki.
http://www.atomwelding.com/download/atom_awe-p1600.zip
Adamlar kapasitif dejarj teknigini kullaniyorlar.
Sayfa 15'de 63V 82000 uF kapasitor kullaniyoruz diye yazmislar. Sayfa 17'de de kapasitorler gorunuyor.
Acaba butun cold welding makinalari kapasitif mi calisiyor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 15 Kasım 2021, 20:53:53
Gönderen: Yuunus - 15 Kasım 2021, 20:53:53
Alıntı yapılan: z - 15 Kasım 2021, 20:15:15Bosu bosuna elektrod kaynak makinasini cold welding makinasina cevirmeye ugrasmisim.yani?, bir kapasitor uzerinden isteniler pulse genisliginde desarj edilen bir bobinmiymis tum numara, o zaman neredeyse surekli yuksek voltaj pulse leriyle kaynak yapiliyor mu?
Hic alakasi yokmus ki.
http://www.atomwelding.com/download/atom_awe-p1600.zip
Adamlar kapasitif dejarj teknigini kullaniyorlar.
Sayfa 15'de 63V 82000 uF kapasitor kullaniyoruz diye yazmislar. Sayfa 17'de de kapasitorler gorunuyor.
Acaba butun cold welding makinalari kapasitif mi calisiyor.
Başlık: Ynt: Cold welding
Gönderen: power20 - 15 Kasım 2021, 21:08:05
Gönderen: power20 - 15 Kasım 2021, 21:08:05
Sanırım punta kaynakla aynı mantık.
Farkı, daha fazla enerji vermesi.
Bu sayede? ayrıca, kaynak yapılacak metalleri sıkıştırmaya gerek olmuyor?
Farkı, daha fazla enerji vermesi.
Bu sayede? ayrıca, kaynak yapılacak metalleri sıkıştırmaya gerek olmuyor?
Başlık: Ynt: Cold welding
Gönderen: z - 15 Kasım 2021, 21:20:46
Gönderen: z - 15 Kasım 2021, 21:20:46
Yuksek voltaj ile ilk plazmayi olusturup iletken bir kanal olusturuyor. Ardindan da IGBT ile kapasitoru bosaltiyor.
Bir zamanlar IPL epilasyon cihazinda ayni teknigi kullanmistim. Desarji metal uzerine degil de xenon lamba uzerine yapiyordum.
Bizim calismalar bosa gitmedi ama uzuldum simdi.
Makineyi TIG'e cevirecegiz ve cold welding'e elveda diyecegiz gibi gorunuyor.
Bir zamanlar IPL epilasyon cihazinda ayni teknigi kullanmistim. Desarji metal uzerine degil de xenon lamba uzerine yapiyordum.
Bizim calismalar bosa gitmedi ama uzuldum simdi.
Makineyi TIG'e cevirecegiz ve cold welding'e elveda diyecegiz gibi gorunuyor.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 15 Kasım 2021, 21:51:37
Gönderen: elektronik - 15 Kasım 2021, 21:51:37
Hocam şöyle olabilirmi acaba? kondansatörü IGBT ile boşaltma değilde önce kondansatörü IGBT ile şarj ediyor kondansatör direk proba bağlı ve yüksek frekans ile ark oluşunca kondansatör deki akım boşalıp kaynak yapıyor sonra yine kondansatör şarj ediliyor.
Başlık: Ynt: Cold welding
Gönderen: z - 15 Kasım 2021, 21:59:51
Gönderen: z - 15 Kasım 2021, 21:59:51
Gecmisteki tecrubeme dayanarak bosaltma IGBT ile. Cunku enerji miktari iletim suresi ile kontrol edilir. Dedigin gibi olursa kapasitor full dejarj olur.
Kapasitoru zaten IGBT ile nasil sarj edeceksin. Mecburen kapasitor sarj devresi yapman lazim. O projede beni en cok yoran kisim kondansatorleri kisa surede dolduran sarj unitesi oldu.
Gerci orda kapasitorleri 600 volta sarj ediyordum.
Kapasitoru zaten IGBT ile nasil sarj edeceksin. Mecburen kapasitor sarj devresi yapman lazim. O projede beni en cok yoran kisim kondansatorleri kisa surede dolduran sarj unitesi oldu.
Gerci orda kapasitorleri 600 volta sarj ediyordum.
Başlık: Ynt: Cold welding
Gönderen: yas - 15 Kasım 2021, 22:09:58
Gönderen: yas - 15 Kasım 2021, 22:09:58
:( Bülent hocam bende üzüldüm. Eğer cold welding yapmakta kararlıysanız. Bence tig e dönüştürmeyin makineyi geri toplayın. En azından düzgün elektrot kaynağı yapan bir makineniz elinizde dursun. Tig dönüşümü için harcayacağınız efor,zaman ve bütçeyi cold welding harcamak daha mantıklı. Çalışan bir makine bulup incelemek iş yükünüzü çok azaltacaktır. Aklıma bir fikir geldi, her ne kadar ülkemizde yaygın olmasa da bu cold welding kullanılıyordur diye düşünüyorum. İllaki bunu getiren firmalar bu ürünlere garanti vermek zorundalar bu firmaların yada bu firmalara teknik servis hizmeti veren yerlerle irtibat kurmak faydalı olabilir. Varsayalım bu ürün ülkemizde hiç tamir edilmemiş olsa bile garanti için değiştirilmiş olabilir. Hurdasına ulaşılsa bile çok faydalı olacaktır. Bauhaus ta makine kiralama hizmeti var, ama cold welding olacağını zannetmiyorum hatta satıldığını bile zannetmiyorum.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 15 Kasım 2021, 22:22:31
Gönderen: elektronik - 15 Kasım 2021, 22:22:31
2000 li yıllarda konya sanayine yolum düşmüştü bu kaynak makinasını ilk orda görmüştüm adamlar paslanmaz sacı kaynatıyordu çok hoşuma gitmişti.
Ülkemizde yaygın olarak kullanılıyor özellikle mutfak makineleri üreten firmalar kullanıyor.
Ülkemizde yaygın olarak kullanılıyor özellikle mutfak makineleri üreten firmalar kullanıyor.
Başlık: Ynt: Cold welding
Gönderen: z - 15 Kasım 2021, 22:54:52
Gönderen: z - 15 Kasım 2021, 22:54:52
Kapasitif desarj kesinlesti. Bu makinayi havada karada yaparim cunku gecmiste yaptigim tibbi cihazdan cok az farkli.
Fakat bu cihazda en buyuk sorun siradan elkolar kullanilamaz.
Fotoflash kapasitorler cok dusuk empedansli ve ani bosalmalara dayanikli. Bazi kondansator firmalarinin kataloglarinda bir iki satir sozedildigini hatirliyorum.
Fakat bu cihazda en buyuk sorun siradan elkolar kullanilamaz.
Fotoflash kapasitorler cok dusuk empedansli ve ani bosalmalara dayanikli. Bazi kondansator firmalarinin kataloglarinda bir iki satir sozedildigini hatirliyorum.
Başlık: Ynt: Cold welding
Gönderen: power20 - 15 Kasım 2021, 23:03:34
Gönderen: power20 - 15 Kasım 2021, 23:03:34
Benzer başka konu:
Süresi kritik olmayan durum için, punto kaynağı 20..30sn gibi uzun süreli olarak yapmak nasıl olur?
Yüksek değerli kapasitör gerekmeden basit bir güç kaynağı kullanılacak. 40A 12V smps?
Süresi kritik olmayan durum için, punto kaynağı 20..30sn gibi uzun süreli olarak yapmak nasıl olur?
Yüksek değerli kapasitör gerekmeden basit bir güç kaynağı kullanılacak. 40A 12V smps?
Başlık: Ynt: Cold welding
Gönderen: sezgin05 - 15 Kasım 2021, 23:18:15
Gönderen: sezgin05 - 15 Kasım 2021, 23:18:15
. Gerçek olabilirmi?
Başlık: Ynt: Cold welding
Gönderen: elektronik - 15 Kasım 2021, 23:45:58
Gönderen: elektronik - 15 Kasım 2021, 23:45:58
Alıntı yapılan: z - 15 Kasım 2021, 21:59:51Gecmisteki tecrubeme dayanarak bosaltma IGBT ile. Cunku enerji miktari iletim suresi ile kontrol edilir. Dedigin gibi olursa kapasitor full dejarj olur.
Kapasitoru zaten IGBT ile nasil sarj edeceksin. Mecburen kapasitor sarj devresi yapman lazim. O projede beni en cok yoran kisim kondansatorleri kisa surede dolduran sarj unitesi oldu.
Gerci orda kapasitorleri 600 volta sarj ediyordum.
Bu kaynak türü için özelikle "kondansatör" den bahsediliyor ise benim yukarda yazdığım doğru olabilir kondansatörü bi şekilde doldurduk sonra yüksek frekans ile ark oluştu ve kondansatör bitene kadar ark devam etti, ark süresi kondansatörün kapasitesi ve şarj seviyesi ile sınırlı kondansatör bitene kadar ark devam etsin ne olacakki? ark süresini kısa tutmak istersek kondansatörü daha az şarj ederiz. Eğer IGBT ile şarj akımını elektroda verecek isek özellikle kondansatörden bahsedilmezdi.
Başlık: Ynt: Cold welding
Gönderen: z - 16 Kasım 2021, 00:52:57
Gönderen: z - 16 Kasım 2021, 00:52:57
Olmazzzz.
1ms lik pals ile X joule harca. Yapamazsin. Ancak dedigim gibi yapabilirsin.
Senin onerdigin yapida kisa palslerde buyuk enerjiler elde edemezsin.
1ms lik pals ile X joule harca. Yapamazsin. Ancak dedigim gibi yapabilirsin.
Senin onerdigin yapida kisa palslerde buyuk enerjiler elde edemezsin.
Başlık: Ynt: Cold welding
Gönderen: z - 21 Kasım 2021, 11:10:16
Gönderen: z - 21 Kasım 2021, 11:10:16
Pes etmeyip biraz daha ugrsmaya devam ediyorum.
Elimde HF guc transistoru vardi. Niyetim ark baslatmak icin HV desarji yerine Mhz frekanslarda voltaj kullanmakti.
Bu amacla sirayla 10, 20, 40 Mhz frekanli 50V genlikte HF voltajlari sekonder voltajima bindirdim.
Ancak ark baslatmaya yetmedi.
Nasa projelerinde oldugu gibi gibi bu proje de pek cok yan urun cikardi.
Endustriyel mekanlarda kullanacaginiz devreleri test etmek istiyorsaniz talep edenlere devrelerinizi strese sokmak icin cihaz yapip verebilirim. (EMP dayanimi, EMI dayanimi, LatchUp testi gibi)
Elimde HF guc transistoru vardi. Niyetim ark baslatmak icin HV desarji yerine Mhz frekanslarda voltaj kullanmakti.
Bu amacla sirayla 10, 20, 40 Mhz frekanli 50V genlikte HF voltajlari sekonder voltajima bindirdim.
Ancak ark baslatmaya yetmedi.
Nasa projelerinde oldugu gibi gibi bu proje de pek cok yan urun cikardi.
Endustriyel mekanlarda kullanacaginiz devreleri test etmek istiyorsaniz talep edenlere devrelerinizi strese sokmak icin cihaz yapip verebilirim. (EMP dayanimi, EMI dayanimi, LatchUp testi gibi)
Başlık: Ynt: Cold welding
Gönderen: z - 21 Kasım 2021, 11:42:20
Gönderen: z - 21 Kasım 2021, 11:42:20
Alıntı yapılan: sezgin05 - 15 Kasım 2021, 23:18:15. Gerçek olabilirmi?
TIG denen sey sabit akim kaynagi cikisina tungsten elektrod ekleyip ortama argon gazi uflemek ve ark olusturmaktan ibaret.
Burada ister AC 50Hz trafo kullan ister DC akim kaynagi kullan.
Projeye baslarken TIG'i gozumde cok buyutmustum fakat fazla bir espririsi yokmus.
Emin olmamakla birlikte su sonuca da vardim. (Dogrudur yanlistir bilemem)
Normal elektrodla kaynak yapilirken profil, sac gibi metaller cok kolay deliniyor. TIG bu konularda cok basarili.
Ancak erime derinlerde degil yuzeyde oldugu icin kaba metallerin kaynak ve dolgusunda TIG degil MIG ya da klasik elektrod kaynagi kullanilmali.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 21 Kasım 2021, 12:55:50
Gönderen: devrecii - 21 Kasım 2021, 12:55:50
Alıntı yapılan: z - 16 Kasım 2021, 00:52:57Olmazzzz.
1ms lik pals ile X joule harca. Yapamazsin. Ancak dedigim gibi yapabilirsin.
Senin onerdigin yapida kisa palslerde buyuk enerjiler elde edemezsin.
Neden böyle olsun ki havanın da bir iç direnci olacaktır, ve bu direnç voltaj düştükçe artack bi değerden sonra sonsuza ulaşaktır yani ark sonlanacaktır bu da 20v civarıdır diye tahmin ediyorum.
Bu şekilde çoı basit devre ile olur kondansatör dolsun 50v gelince ateşlesin voltaj düşeceği için zaten kendiliğinden ark duracak, kendi kendine osilayon yapar, çok basit devre ile olur.
Başlık: Ynt: Cold welding
Gönderen: z - 21 Kasım 2021, 13:43:10
Gönderen: z - 21 Kasım 2021, 13:43:10
Amac 1kg komuru 1 saatte yakip 100 joule utetmek degil, 1 gram dinamiti 1 milisaniyede yakip 100 Joule uretmek.
Onerdigim yapida 10gram dinamit var. 1ms de dinamiti yakip hemen sonduruyorsun. 9 gram dinamitin kaliyor.
Amac o 1 ms icinde enerjiyi kararli ve surekli surdurmek.
Exp formda tepesi yuksek sifira dogru yayvanlasmis enerji hic isime yaramaz. Saman alevi gibi bir sey o.
Onerdigim yapida 10gram dinamit var. 1ms de dinamiti yakip hemen sonduruyorsun. 9 gram dinamitin kaliyor.
Amac o 1 ms icinde enerjiyi kararli ve surekli surdurmek.
Exp formda tepesi yuksek sifira dogru yayvanlasmis enerji hic isime yaramaz. Saman alevi gibi bir sey o.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 21 Kasım 2021, 14:24:46
Gönderen: elektronik - 21 Kasım 2021, 14:24:46
Hocam peki bu sistemde niçin kondansatör "başrölde"?. neden özellikle kondansatörden bahsediliyor?
Mesala normal kaynak makinasındada blok kondansatörler var ama bundan bahsedilmez bahsetmeyiz bile çünkü zaten olması gereken bir şey.
O an kaynak için nekadar akım gerekiyorsa kondansatörü ona göre şarj ederiz hem çıkış için yüksek akım gerektiğinden çok güçlü IGBT kullanmamızada gerek kalmaz tüm yük kondansatörde olacak.
Bence olur ama sizin söylediğiniz yöntem daha kontrollü olur tabi buda çok açık kondansatörler hep dolu biz istediğimi kadarını kaynak için harcarız ve bu sistemde kondansatörden bahsetmeyede gerek kalmaz başrölde İGBT olur .
Hazır işin içine girmişken denesenizde tüm Türkiye görse bizde bişey yapmadan bilgilensek :)
Mesala normal kaynak makinasındada blok kondansatörler var ama bundan bahsedilmez bahsetmeyiz bile çünkü zaten olması gereken bir şey.
O an kaynak için nekadar akım gerekiyorsa kondansatörü ona göre şarj ederiz hem çıkış için yüksek akım gerektiğinden çok güçlü IGBT kullanmamızada gerek kalmaz tüm yük kondansatörde olacak.
Bence olur ama sizin söylediğiniz yöntem daha kontrollü olur tabi buda çok açık kondansatörler hep dolu biz istediğimi kadarını kaynak için harcarız ve bu sistemde kondansatörden bahsetmeyede gerek kalmaz başrölde İGBT olur .
Hazır işin içine girmişken denesenizde tüm Türkiye görse bizde bişey yapmadan bilgilensek :)
Başlık: Ynt: Cold welding
Gönderen: z - 21 Kasım 2021, 15:36:03
Gönderen: z - 21 Kasım 2021, 15:36:03
Dedim ya bu sistemi çok rahat yaparım çünkü çok benzerini zaten yapmıştım.
Sorun kapasitörlerde.
4 adet kondansatör ve bir IGBTiye nerden bakarsanız bakın 300 USD harcamak lazım.
Kondansatörler belki bir 100 kaynak atımından sonra elden çıkacak. Çünkü burada flash/lazer uygulamalarında kullanılan tipte kondansator kullanılmalı ki binlerce onlbinlerce atıma dayanabilsin.
Ama dert değil derseniz gönderin sıradan 4 kondansatör bir IGBT seve seve yaparım.
İhtiyaç duyulan malzemeler
4 adet 100000 (Yüz bin) uF 63v kondansatör.
1 adet 400 Amper IGBT.
Ben biraz arastırdım bu 5 kalem malzeme 3000 TL civarı tutuyor.
Cunku enerji onda depolanıyor. IGBT sadece kontrol elemanı.
Sorun kapasitörlerde.
4 adet kondansatör ve bir IGBTiye nerden bakarsanız bakın 300 USD harcamak lazım.
Kondansatörler belki bir 100 kaynak atımından sonra elden çıkacak. Çünkü burada flash/lazer uygulamalarında kullanılan tipte kondansator kullanılmalı ki binlerce onlbinlerce atıma dayanabilsin.
Ama dert değil derseniz gönderin sıradan 4 kondansatör bir IGBT seve seve yaparım.
İhtiyaç duyulan malzemeler
4 adet 100000 (Yüz bin) uF 63v kondansatör.
1 adet 400 Amper IGBT.
Ben biraz arastırdım bu 5 kalem malzeme 3000 TL civarı tutuyor.
Alıntı yapılan: elektronik - 21 Kasım 2021, 14:24:46Hocam peki bu sistemde niçin kondansatör "başrölde"?. neden özellikle kondansatörden bahsediliyor?
Cunku enerji onda depolanıyor. IGBT sadece kontrol elemanı.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 21 Kasım 2021, 15:47:06
Gönderen: Yuunus - 21 Kasım 2021, 15:47:06
eee yatti mi simdi proje.
Başlık: Ynt: Cold welding
Gönderen: z - 21 Kasım 2021, 15:48:10
Gönderen: z - 21 Kasım 2021, 15:48:10
Kaynak makinası ile biraz daha oyalanacağım. Onunla da olur gibi bir his hala var içimde.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 21 Kasım 2021, 15:50:54
Gönderen: devrecii - 21 Kasım 2021, 15:50:54
Hocam hani 82000uf idi şimdi sen bunu neden 400bin'e çıkardın.
Direkt dejarj edince mi kapasitrler dayanmıyor, yoksa igbt ile kontrolde de mi dayanmıyor.
Yukarıda yazdığım gibi hava bir direnç gösterecektir, kablolar şok bobini de koydu mu bu iç direnç kapasitörlere zarar vermez diye düşünüyorum. 1000uf 100 tane lehimleyip fanla soğuturuz.
Direkt dejarj edince mi kapasitrler dayanmıyor, yoksa igbt ile kontrolde de mi dayanmıyor.
Yukarıda yazdığım gibi hava bir direnç gösterecektir, kablolar şok bobini de koydu mu bu iç direnç kapasitörlere zarar vermez diye düşünüyorum. 1000uf 100 tane lehimleyip fanla soğuturuz.
Başlık: Ynt: Cold welding
Gönderen: z - 21 Kasım 2021, 15:58:46
Gönderen: z - 21 Kasım 2021, 15:58:46
Cunku içinde 4 tane var. Adamlar kaynak yapmak için gerekli kapasitör değerini 4x 82 Bin uF olarak belirlemiş.
Linki vermiştim fotoda 4 tane görülüyor.
Özdisanda 82 bin yok 100 bin var.

Linki vermiştim fotoda 4 tane görülüyor.
Özdisanda 82 bin yok 100 bin var.
Başlık: Ynt: Cold welding
Gönderen: z - 21 Kasım 2021, 16:03:55
Gönderen: z - 21 Kasım 2021, 16:03:55
Alıntı yapılan: devrecii - 21 Kasım 2021, 15:50:54Hocam hani 82000uf idi şimdi sen bunu neden 400bin'e çıkardın.
Direkt dejarj edince mi kapasitrler dayanmıyor, yoksa igbt ile kontrolde de mi dayanmıyor.
Yukarıda yazdığım gibi hava bir direnç gösterecektir, kablolar şok bobini de koydu mu bu iç direnç kapasitörlere zarar vermez diye düşünüyorum. 1000uf 100 tane lehimleyip fanla soğuturuz.
ESR artıveriyor.
Cogu ureticinin dokümanlarında yer almıyor. Bir ara flash kapasitörler için bir iki satır dipnot görmüştüm.
Adamları arayıp teklif istemek gerekir.
Ayrıyeten yok kardeşim Türkiye'ye satmıyoruz cevabı da alınabilir. Sonuçta bu ürünler tahminimce tehlikeli oyuncaklar sınıfına giriyor. Özel anlaşmalar da işin içine girebilir.
5...6 yıl önce paralel bağlı 15 tane 1000uF 50Vdan oluşan blok yapmıştım. Pil puntolama tarzı makine yapcaktım. Moslardan biri yanınca bıraktım öylece kenarda duruyordu.
Çıkartıp 20 kadar atış yaptım. İlk başlarda ark kuvvetli sayılırdı. Şimdi şarj bile tutmuyorlar hemen kendiliğinden boşalıyorlar.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 21 Kasım 2021, 16:15:46
Gönderen: devrecii - 21 Kasım 2021, 16:15:46
Anladığım kadaryla bu kondasatöler deşarj için değil voltajı yüksekte tutabilmek için , kaynak başlayında 50v çıkış 22-25v düşüyor , bu yeterli mi ? ince saclar için belki ama videodaki gibi kaynak için yetmez. Ark başladığında ark boyunca voltajı 40-50v tutablmek gerekiyor demek ki ?
Amaö dejarj değil. O zaman fotoflah kapasitöre gerek yok, normal kapasitör olur.
220V tarafıına çeksek o zaman 10000uf 400v güçlü igbtler çıkış diyotları ve büyük ferrit gerekecek o yüzden adamlar çıkışta işi halletmişler.
Hayallerim suya düştü , üç kapasiöre 3000tl verecek durumum da yok.
Amaö dejarj değil. O zaman fotoflah kapasitöre gerek yok, normal kapasitör olur.
220V tarafıına çeksek o zaman 10000uf 400v güçlü igbtler çıkış diyotları ve büyük ferrit gerekecek o yüzden adamlar çıkışta işi halletmişler.
Hayallerim suya düştü , üç kapasiöre 3000tl verecek durumum da yok.
Başlık: Ynt: Cold welding
Gönderen: z - 21 Kasım 2021, 16:25:46
Gönderen: z - 21 Kasım 2021, 16:25:46
400 Bin uF 50v olunca E=0.5*400000 * 50*50 den 800 Joule.
1uF snubber kondansatorlerden alayim ve 1000 volt ile calisayim desem
800=0.5*1000*1000*C C=1600uF
1600 tane 1uF snubber Yaklasik 25 TL den 40 Bin TL ediyor.
Ustelik haftada 5..10 kaynakci da hakkin rahmetine kavusur.
Bu arada 800 Joule'u kafanizda sekillendirmek isterseniz, elektrikli ufak tip hiltiler (beton kiricilar) 3....4 Joule darbe uretiyor.
1uF snubber kondansatorlerden alayim ve 1000 volt ile calisayim desem
800=0.5*1000*1000*C C=1600uF
1600 tane 1uF snubber Yaklasik 25 TL den 40 Bin TL ediyor.
Ustelik haftada 5..10 kaynakci da hakkin rahmetine kavusur.
Bu arada 800 Joule'u kafanizda sekillendirmek isterseniz, elektrikli ufak tip hiltiler (beton kiricilar) 3....4 Joule darbe uretiyor.
Başlık: Ynt: Cold welding
Gönderen: Epsilon - 21 Kasım 2021, 17:33:29
Gönderen: Epsilon - 21 Kasım 2021, 17:33:29
Alıntı yapılan: z - 21 Kasım 2021, 16:25:46400 Bin uF 50v olunca E=0.5*400000 * 50*50 den 800 Joule.500 joule olmalı
1uF snubber kondansatorlerden alayim ve 1000 volt ile calisayim desem
800=0.5*1000*1000*C C=1600uF
1600 tane 1uF snubber Yaklasik 25 TL den 40 Bin TL ediyor.
Ustelik haftada 5..10 kaynakci da hakkin rahmetine kavusur.
Bu arada 800 Joule'u kafanizda sekillendirmek isterseniz, elektrikli ufak tip hiltiler (beton kiricilar) 3....4 Joule darbe uretiyor.
Hesaplayıcı (https://www.omnicalculator.com/physics/capacitor-energy)
 (https://ibb.co/9hdvDbb)
(https://ibb.co/9hdvDbb)
Başlık: Ynt: Cold welding
Gönderen: power20 - 21 Kasım 2021, 18:40:14
Gönderen: power20 - 21 Kasım 2021, 18:40:14
Önce cihazın ufak bir versiyonu yapılsın. Ucuz olur. Saatçi tipi?
Başlık: Ynt: Cold welding
Gönderen: z - 21 Kasım 2021, 18:56:37
Gönderen: z - 21 Kasım 2021, 18:56:37
63v icin hesaplamistim vazgecip 50v'a gore yeniden hesaplarken eski degeri kalmis.
Başlık: Ynt: Cold welding
Gönderen: fahri- - 22 Kasım 2021, 11:11:06
Gönderen: fahri- - 22 Kasım 2021, 11:11:06
Sizin projenizle, konunuzla ilgili midir bilmiyorum. Bir akrabamın tig kaynak makinası bozulmuş. Arızalı parça bu imiş. Arc starter modülü.
https://www.re-elettronica.it/files/acatalog1/download/re165d_165hp.pdf
https://www.re-elettronica.it/files/acatalog1/download/re165d_165hp.pdf
Başlık: Ynt: Cold welding
Gönderen: z - 22 Kasım 2021, 11:17:02
Gönderen: z - 22 Kasım 2021, 11:17:02
Cok guzel bir bilgi cikti icinden. Ben HV starteri senkronize etmiyordum. Zaten mevcut yapi senkronizasyona da izin vermez.
Başlık: Ynt: Cold welding
Gönderen: fahri- - 22 Kasım 2021, 11:20:58
Gönderen: fahri- - 22 Kasım 2021, 11:20:58
Modülle ilgili şöyle de bir video var.
https://www.youtube.com/watch?v=54g4OgdfGEQ
https://www.youtube.com/watch?v=54g4OgdfGEQ
Başlık: Ynt: Cold welding
Gönderen: Epsilon - 22 Kasım 2021, 14:27:35
Gönderen: Epsilon - 22 Kasım 2021, 14:27:35
Eklenen videonun ingilizce çeviri seçeneği de var (Muhtemelen çok düzgün çevirisi değildir)
Açıklama satırında ticari sitenin linki var.
Linki (http://auto-tech.ho.ua/)
Ülke ukrayna
Parabirimi :Ukrayna Grivnası (0,42 tl)
Yani yaklaşık 2.5 grivna 1 TL
Açıklama satırında ticari sitenin linki var.
Linki (http://auto-tech.ho.ua/)
Ülke ukrayna
Parabirimi :Ukrayna Grivnası (0,42 tl)
Yani yaklaşık 2.5 grivna 1 TL
Başlık: Ynt: Cold welding
Gönderen: JOKERAS - 22 Kasım 2021, 16:54:28
Gönderen: JOKERAS - 22 Kasım 2021, 16:54:28
Youtüpte dolanırken gördüm.
İşine yararmı bilemem.
https://www.youtube.com/watch?v=bjG6Gfjffmk
https://www.youtube.com/watch?v=WToNfDHsde8
İşine yararmı bilemem.
https://www.youtube.com/watch?v=bjG6Gfjffmk
https://www.youtube.com/watch?v=WToNfDHsde8
Başlık: Ynt: Cold welding
Gönderen: ismail kaya - 24 Kasım 2021, 18:35:11
Gönderen: ismail kaya - 24 Kasım 2021, 18:35:11
Bülent hocam mosfetleri sürmek için GDT'mi kullandınız yoksa alternatif başka bir yöntem mi kullandınız?
Başlık: Ynt: Cold welding
Gönderen: ismail kaya - 24 Kasım 2021, 19:03:38
Gönderen: ismail kaya - 24 Kasım 2021, 19:03:38
Alıntı yapılan: z - 14 Kasım 2021, 14:16:38İşin en güzel yanı, kontrol kartım ile güç katım arasında role, +15v besleme, gate sürücü transformatörünün primer bağlantısı bir de akım transformatörünün sekonder bağlantısı var.
Bülent Hocam, gate sürücü transformatörünü nereden temin ettiniz?
Başlık: Ynt: Cold welding
Gönderen: z - 24 Kasım 2021, 19:07:45
Gönderen: z - 24 Kasım 2021, 19:07:45
Kendim sardim.
Başlık: Ynt: Cold welding
Gönderen: ismail kaya - 24 Kasım 2021, 19:24:35
Gönderen: ismail kaya - 24 Kasım 2021, 19:24:35
Alıntı yapılan: z - 24 Kasım 2021, 19:07:45Kendim sardim.Toroid mi sardınız? E tipi ferrit mi? Sürme frekansınız nedir? Bilgi verebilir misiniz? Teşekkürler.
Başlık: Ynt: Cold welding
Gönderen: z - 24 Kasım 2021, 20:04:47
Gönderen: z - 24 Kasım 2021, 20:04:47
E25 nuve. Frekansim 66 Khz ama 1Khz ...16Khz araliginda da kullaniyorum. 66Khz de max %50, diger dusuk frekanslarda Ton=2us fix.
Başlık: Ynt: Cold welding
Gönderen: ismail kaya - 24 Kasım 2021, 20:16:02
Gönderen: ismail kaya - 24 Kasım 2021, 20:16:02
E25 nüvenin yapıldığı maddenin bir önemi var mı? Bir adet buldum CF139 materyali kullanılmış. Sizin aldığınız yeri paylaşabilir misiniz? Bir de primer ve sekonder sarım sayısını öğrenebilir miyim? Ben toroid çekirdekle denedim ama sinyallerde bozulma oldu, çok fazla mosfet yaktım.
Başlık: Ynt: Cold welding
Gönderen: z - 24 Kasım 2021, 20:28:13
Gönderen: z - 24 Kasım 2021, 20:28:13
Hurdalardan cikma. Muhtemelen N27 dir.
Yasadigin zorluklari tahmin ediyorum. Sarim sayisini hatirlamiyorum. Ama her bir sargiyi tek kat dolduracak kadar sardim. (20 tur falandir)
Eger primerden yeterince akim veremez ya da ememezsen sekonder voltajlarin yamru yumru olur.
Klasik hesaplamalarla volt basina gerekli tur sayisini hesapla.
B ne olurs olsun eger AL dusuk ise miknatislama akimin yuksek cikar. Bu akimin ustune bir de sekonderin primere yansittigi akimi primerden karsilaman gerekir.
Ben ne yaptim elimde 3A motor surucu vardi trafoyu cayir cayir surdu.
Sarim sayilarini hesaplanan degerden daha fazla sarabilirsin. Bu kacak enduktansi artirir ve dalga sekillerini yumusak kivrimli yapar. Haliyle surdugun moslar birazcik isinabilir.
Trafoyu iyi akimla surersen tum dertlerin biter. Oteki turlu transformatorun nuvesinin malzemesiydi AL idi B idi cok tirmalarsin.
Hazir motor surucu H bridge gibi cip kullanmadan 4/4 luk kendi transformator surucumu yapmak icin moslar aldim ama smd olduklari icin pcb olmadan kullanmam su siralar zor.
Yasadigin zorluklari tahmin ediyorum. Sarim sayisini hatirlamiyorum. Ama her bir sargiyi tek kat dolduracak kadar sardim. (20 tur falandir)
Eger primerden yeterince akim veremez ya da ememezsen sekonder voltajlarin yamru yumru olur.
Klasik hesaplamalarla volt basina gerekli tur sayisini hesapla.
B ne olurs olsun eger AL dusuk ise miknatislama akimin yuksek cikar. Bu akimin ustune bir de sekonderin primere yansittigi akimi primerden karsilaman gerekir.
Ben ne yaptim elimde 3A motor surucu vardi trafoyu cayir cayir surdu.
Sarim sayilarini hesaplanan degerden daha fazla sarabilirsin. Bu kacak enduktansi artirir ve dalga sekillerini yumusak kivrimli yapar. Haliyle surdugun moslar birazcik isinabilir.
Trafoyu iyi akimla surersen tum dertlerin biter. Oteki turlu transformatorun nuvesinin malzemesiydi AL idi B idi cok tirmalarsin.
Hazir motor surucu H bridge gibi cip kullanmadan 4/4 luk kendi transformator surucumu yapmak icin moslar aldim ama smd olduklari icin pcb olmadan kullanmam su siralar zor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 24 Kasım 2021, 22:24:30
Gönderen: Yuunus - 24 Kasım 2021, 22:24:30
bak adam nasik gap dolduruyor.
Başlık: Ynt: Cold welding
Gönderen: z - 24 Kasım 2021, 22:31:22
Gönderen: z - 24 Kasım 2021, 22:31:22
Sonucta elinde eritilerek doldurma yapan metal cubuk var. Bizlerin kullandigi lehim telinin gorevini goruyor.
Su ana kadar bu telden almadim. Ozel bir tel oldugu belli.
Genelde 2..3 mm profil ve sac levhalarla kaynak isim oluyor. Bu durumda asagidaki siteden alasimsiz ve dusuk alasimli celik sectigimde bile karsima bir suru elektrod secenegi cikiyor.
Secimimi nasil yapcagim?
https://www.askaynak.com.tr/urunler/kaynak-elektrodlari-telleri-ve-tozlari/argon-(tig)-kaynak-telleri
https://istanbulkaynak.com/tig-kaynak-teli-secimi/
Su ana kadar bu telden almadim. Ozel bir tel oldugu belli.
Genelde 2..3 mm profil ve sac levhalarla kaynak isim oluyor. Bu durumda asagidaki siteden alasimsiz ve dusuk alasimli celik sectigimde bile karsima bir suru elektrod secenegi cikiyor.
Secimimi nasil yapcagim?
https://www.askaynak.com.tr/urunler/kaynak-elektrodlari-telleri-ve-tozlari/argon-(tig)-kaynak-telleri
https://istanbulkaynak.com/tig-kaynak-teli-secimi/
Başlık: Ynt: Cold welding
Gönderen: devrecii - 25 Kasım 2021, 22:40:07
Gönderen: devrecii - 25 Kasım 2021, 22:40:07
En doğrusu kaynak yapılan metal ile aynı metali kullanmaktır. Farklı metallerin genleşme farkı nedeni ile çatlama olabilir kırılgan olur.
Başlık: Ynt: Cold welding
Gönderen: z - 25 Kasım 2021, 22:56:29
Gönderen: z - 25 Kasım 2021, 22:56:29
Nemli ve sulu temaslar pil de olusturur. Elektrokorozyon olur.
Başlık: Ynt: Cold welding
Gönderen: z - 04 Haziran 2022, 12:48:39
Gönderen: z - 04 Haziran 2022, 12:48:39
Su siralar ugrastigim projede cold welding ile kaynak yapma ihtiyacim var. Fakat cold welding projem askida kalmisti.
Alel acele bu isi halletmek icin degisik fikirler geldi hatta youtube da bile bir video vardi galiba.
4 tane 12v aku seri baglanirsa 48v eder. 1 kac ms icin on binlerce akim cekebilirim. Bu da cold welding icin belki yeterli olabilir.
4 tane aku almak bu asamada maddi acidan riskli. Recel kavanozlari icine kursun plakalarla derme catma bir aku denemesi yapilabilir mi?
Alel acele bu isi halletmek icin degisik fikirler geldi hatta youtube da bile bir video vardi galiba.
4 tane 12v aku seri baglanirsa 48v eder. 1 kac ms icin on binlerce akim cekebilirim. Bu da cold welding icin belki yeterli olabilir.
4 tane aku almak bu asamada maddi acidan riskli. Recel kavanozlari icine kursun plakalarla derme catma bir aku denemesi yapilabilir mi?
Başlık: Ynt: Cold welding
Gönderen: Erol YILMAZ - 04 Haziran 2022, 13:08:23
Gönderen: Erol YILMAZ - 04 Haziran 2022, 13:08:23
Z hocam sizi reçel kavanozunda akü yapmak fln kesmez.
Açıkçası sizden beklentimiz;
Hani taşları birbirine vurarak kıvılcım cıkarttıklari daha primitive bir dönem vardı.
Oradan buraya doğru gelmeniz :)
Açıkçası sizden beklentimiz;
Hani taşları birbirine vurarak kıvılcım cıkarttıklari daha primitive bir dönem vardı.
Oradan buraya doğru gelmeniz :)
Başlık: Ynt: Cold welding
Gönderen: z - 04 Haziran 2022, 13:25:16
Gönderen: z - 04 Haziran 2022, 13:25:16
Kondansatorleri ozdisandan siparis et gelsin adresime.
Başlık: Ynt: Cold welding
Gönderen: fbkaya - 05 Haziran 2022, 23:10:22
Gönderen: fbkaya - 05 Haziran 2022, 23:10:22
@z Hocam, her pulse de kaç joule'e ihtiyacınız var ?
Başlık: Ynt: Cold welding
Gönderen: z - 05 Haziran 2022, 23:23:08
Gönderen: z - 05 Haziran 2022, 23:23:08
Minimum 200 joule diye dusunuyorum.
Adamlar 4 tane 80 Bin uF kullanmislar.
60 volta sarj edip her bir palsde 50 volta kadar desarj etsem.
W=0.5*4*80E3 * 1E-6 * (60*60-50*50)= 176 joule eder.
Her bir palsim 1mS surse kaynak makinemin 176kW anlik gucu olur.
Adamlar 4 tane 80 Bin uF kullanmislar.
60 volta sarj edip her bir palsde 50 volta kadar desarj etsem.
W=0.5*4*80E3 * 1E-6 * (60*60-50*50)= 176 joule eder.
Her bir palsim 1mS surse kaynak makinemin 176kW anlik gucu olur.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 06 Haziran 2022, 00:01:21
Gönderen: elektronik - 06 Haziran 2022, 00:01:21
Süper kapasitör olmazmı?
Başlık: Ynt: Cold welding
Gönderen: fbkaya - 06 Haziran 2022, 19:44:28
Gönderen: fbkaya - 06 Haziran 2022, 19:44:28
@z Hocam, kaynak yaparken neden 60v'a ihtiyacımız var? Eğer amaç plazmayı ısıtıp metali eritmekse voltajın I2*r formülündeki yeri nedir? 12volt da 200 amper geçirerek kaynak yapamaz mıyız?
Başlık: Ynt: Cold welding
Gönderen: z - 06 Haziran 2022, 21:05:00
Gönderen: z - 06 Haziran 2022, 21:05:00
Metalin direnci plazma direnci yaninda ihmal edilebilir. Plazma direnci ohm kanuna uyan yapida degil. Akimla iliskisi elbette var ama kabaca 25v civarinda plazma voltaji olusuyor.
12v plazmayi besleyecek kadar yuksek bir voltaj degil.
Plazmayi baslatabilmek icin yuksek voltaj avantaj. 60v dememin sebebi yukarida bir yerlerde verdigim kaynak makinesinde 4 adet 80 bin uF 63v kapasitor kullanilmis olmasi.
12v plazmayi besleyecek kadar yuksek bir voltaj degil.
Plazmayi baslatabilmek icin yuksek voltaj avantaj. 60v dememin sebebi yukarida bir yerlerde verdigim kaynak makinesinde 4 adet 80 bin uF 63v kapasitor kullanilmis olmasi.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 06 Haziran 2022, 23:08:27
Gönderen: Yuunus - 06 Haziran 2022, 23:08:27
senin su varyagi kullanip, cikisini dogrultup, sebekeye asilsana, en uygun cozum o olur gibi.
hem bu herifler nerden bulmus 80.000uf'i :-\
hem bu herifler nerden bulmus 80.000uf'i :-\
Başlık: Ynt: Cold welding
Gönderen: z - 07 Haziran 2022, 01:19:12
Gönderen: z - 07 Haziran 2022, 01:19:12
100 Bin uF versek?
https://ozdisan.com/passive-components/capacitors/aluminum-capacitors/K010631040HM0J105
https://ozdisan.com/passive-components/capacitors/aluminum-capacitors/K010631040HM0J105
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 07 Haziran 2022, 11:04:25
Gönderen: Yuunus - 07 Haziran 2022, 11:04:25
yada bulursan eski sac paketli kaynak trafosuda isini gorur sanirim.
Başlık: Ynt: Cold welding
Gönderen: z - 07 Haziran 2022, 13:55:42
Gönderen: z - 07 Haziran 2022, 13:55:42
Hat trafosundan 1ms ligine 4000A gibi yuksek bir ani akim istesem nasil verecek?
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 07 Haziran 2022, 14:08:21
Gönderen: Yuunus - 07 Haziran 2022, 14:08:21
Alıntı yapılan: z - 07 Haziran 2022, 13:55:42Hat trafosundan 1ms ligine 4000A gibi yuksek bir ani akim istesem nasil verecek?iyide sen 170 kusur joule dedin, kaldiki trafoda kondansator gibi gerilim zâmanla cok fazla dusmeyecek, 50A 60V gibi bir guc kaynaginin is gormesi lazimdi.sen daha iyi bilin.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 07 Haziran 2022, 14:29:59
Gönderen: devrecii - 07 Haziran 2022, 14:29:59
Kapasitörü yapmaya çalıssak , büyük olsun ama bizim olsun. Konserve kavanozunun içinde.
Ben denemistim alüminyum folyo ve boraks ile oluyor ama sürekli sızıntı akımı vardı. Kapasitörün içindeki o sarı sıvı organik maddeymiş. Sidic olabilir mi ?
Akünün iç direnci yeter mi ? Aslında aku alsak elektrik kesintisinde de işe yarar önümüzdeki günlerde elektrik kesintileri olabilir.
@Yuunus aslında doğru bobin de kondansatör gibi enerji depo eder bu durumda kullanılabilir trafo gibi düşünmeyelim de depo edip boşaltmak için ama kaç kilo demir kütle gerekir 200joule enerji için ?.
Ben denemistim alüminyum folyo ve boraks ile oluyor ama sürekli sızıntı akımı vardı. Kapasitörün içindeki o sarı sıvı organik maddeymiş. Sidic olabilir mi ?
Akünün iç direnci yeter mi ? Aslında aku alsak elektrik kesintisinde de işe yarar önümüzdeki günlerde elektrik kesintileri olabilir.
@Yuunus aslında doğru bobin de kondansatör gibi enerji depo eder bu durumda kullanılabilir trafo gibi düşünmeyelim de depo edip boşaltmak için ama kaç kilo demir kütle gerekir 200joule enerji için ?.
Başlık: Ynt: Cold welding
Gönderen: z - 07 Haziran 2022, 15:11:21
Gönderen: z - 07 Haziran 2022, 15:11:21
Zamaninda bobini depolama elemani olarak kullanmayi cok dusundum fakat pek uygulanabilirligi yok.
Soyleki bobinden 4000A akitip uclarini kisa devre edersek akim sonsuza kadar bobinde hapsolur.
Ne zaman bobinin uclarini kisa devreden kurtarirsan akim kullanilir hale gecer.
Fakat iletkeni superiletken, kisa devre anahtarini da ideal anahtar yapmadigimiz surece bu is yatiyor.
Fakat pratikte EMP bombasinda bu teknik kullaniliyor. Akimi nasil depoluyorlar ve bobini nasil kisa devrede tutuyorlar bu bir sir.
Soyleki bobinden 4000A akitip uclarini kisa devre edersek akim sonsuza kadar bobinde hapsolur.
Ne zaman bobinin uclarini kisa devreden kurtarirsan akim kullanilir hale gecer.
Fakat iletkeni superiletken, kisa devre anahtarini da ideal anahtar yapmadigimiz surece bu is yatiyor.
Fakat pratikte EMP bombasinda bu teknik kullaniliyor. Akimi nasil depoluyorlar ve bobini nasil kisa devrede tutuyorlar bu bir sir.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 07 Haziran 2022, 15:54:27
Gönderen: devrecii - 07 Haziran 2022, 15:54:27
Hocam çıkışa akım verilirken başka bobinden manyetizmanın tersi yönde akım akıtılırsa olur.
Trafoya akım verip doyum durumuna getirilir çok az akımla bekletilir.
Tam çıkışa akım verileceği zaman verdiğimiz akımın zıttı yönününde akım verilir. Bu akım hem çıkışı güçlendirir hem de nüveyi boşalmaya zorlar.
Fakat bu nuve tahminimce 50kg filan olması gerekir .
Trafoya akım verip doyum durumuna getirilir çok az akımla bekletilir.
Tam çıkışa akım verileceği zaman verdiğimiz akımın zıttı yönününde akım verilir. Bu akım hem çıkışı güçlendirir hem de nüveyi boşalmaya zorlar.
Fakat bu nuve tahminimce 50kg filan olması gerekir .
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 07 Haziran 2022, 16:37:59
Gönderen: Yuunus - 07 Haziran 2022, 16:37:59
benim yazdiklarim tamamen yanlis anlasildi, is teee emp ye gitti, ben basitce guclu bir trafodan 170 joule enerji alinabilecegini kastetmistim, o zaman ortada 4000A yoktu, kaldiki bu akimi kondansatorden nasil cekiyorsun, neyle aktariyorsun anlayamadim, birde 50v var ortada, hadi hayirlisi :D
Başlık: Ynt: Cold welding
Gönderen: z - 07 Haziran 2022, 16:53:37
Gönderen: z - 07 Haziran 2022, 16:53:37
Onemli olan ne kadar joule enerjiyi ne kadar zamanda harciyabiliyorsun.
Hep ornek veririm 1 ton komur ile 100 gram dinamit es enerji veriyor olsun.
1 ton komuru 1 kis boyunca yakarsin etkisi belli seni kis boyunca isitir. Fakat dinamiti 10ms icinde yakarsin evi aninda yerle bir eder.
12V luk elkoyu bile kisa devre ettiginde manyak akimlar akar. 4000A i soylemedim ama hesaplaman lazimdi.
4x80000 uF yi 60 volta sarj edip ardindan 50 volta dejarj islemini 1 ms de yapiyoruz.
i=C dv/dt = 4*80000 E-6 *(60-50)/1E-3= 3200A
3200A i asilamadigim surece 170 joule enerji harcamanin pek mantigi yok.
Mesela 170 joule enerjiyi 1 saniyede kullanirsam 170w trafo yeterli olur. 170w trafoyu 1ms ligine kisa devre etmeye kalktigimda bana 3200A verebilirse isimi gorur ama bunu yapamaz.
Zaten kisa devre aninda voltaj sifira gidecegi icin gene kaynak isine uygun degil. Bana cok ani olarak 60v civarinda 4000A akim lazim. 60x4000=240000 w yani 240kw 1ms den 240 joule.
Eger bu islemi her 1 saniyede yaparsam 240 = P*1 P=240W
Yani kaynak makinamin 250w civarinda bir gucu olacak. Ama 1 ms ligine 240kW gibi davranacak.
Bunun tek yolu da ya kondansator ya da akumulator kullanmak gorunuyor.
Lazerlerde oyle. 100w lazer kesip biciyor. Ama 100w lamba hic bir sey yapamiyor.
Hep ornek veririm 1 ton komur ile 100 gram dinamit es enerji veriyor olsun.
1 ton komuru 1 kis boyunca yakarsin etkisi belli seni kis boyunca isitir. Fakat dinamiti 10ms icinde yakarsin evi aninda yerle bir eder.
12V luk elkoyu bile kisa devre ettiginde manyak akimlar akar. 4000A i soylemedim ama hesaplaman lazimdi.
4x80000 uF yi 60 volta sarj edip ardindan 50 volta dejarj islemini 1 ms de yapiyoruz.
i=C dv/dt = 4*80000 E-6 *(60-50)/1E-3= 3200A
3200A i asilamadigim surece 170 joule enerji harcamanin pek mantigi yok.
Mesela 170 joule enerjiyi 1 saniyede kullanirsam 170w trafo yeterli olur. 170w trafoyu 1ms ligine kisa devre etmeye kalktigimda bana 3200A verebilirse isimi gorur ama bunu yapamaz.
Zaten kisa devre aninda voltaj sifira gidecegi icin gene kaynak isine uygun degil. Bana cok ani olarak 60v civarinda 4000A akim lazim. 60x4000=240000 w yani 240kw 1ms den 240 joule.
Eger bu islemi her 1 saniyede yaparsam 240 = P*1 P=240W
Yani kaynak makinamin 250w civarinda bir gucu olacak. Ama 1 ms ligine 240kW gibi davranacak.
Bunun tek yolu da ya kondansator ya da akumulator kullanmak gorunuyor.
Lazerlerde oyle. 100w lazer kesip biciyor. Ama 100w lamba hic bir sey yapamiyor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 07 Haziran 2022, 18:05:07
Gönderen: Yuunus - 07 Haziran 2022, 18:05:07
evet simdi farkettim, 1msn de benim kaynak trafosu komik kaliyor, lakin 24v push pull guc kaynagi denemelerimde aku basliklarindan transistorlere gelene kadar muthis gerilim dusumleri oluyor, notlarima baktim 35mm^2 30cm lik kabloda 60A de 1,75V luk gerilim dusumu olmus,
simdi sen 4000A akitacam 1msn de deyince biraz garip geliyor.
simdi sen 4000A akitacam 1msn de deyince biraz garip geliyor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 07 Haziran 2022, 22:07:10
Gönderen: Yuunus - 07 Haziran 2022, 22:07:10
Alıntı yapılan: devrecii - 07 Haziran 2022, 15:54:27Hocam çıkışa akım verilirken başka bobinden manyetizmanın tersi yönde akım akıtılırsa olur.@devreci bu dedigini yapabilirsen tarihe gecersin heralde, ayni seyi hep dusunmusumdur ama depolanan enerjiyi nuveden nasil alacaksin, uzerindeki sargida cok yuksek voltaj olusmaz mi, oda zaten atlama yaparak desarj olur gibime geliyor, aklima ironman'in gogsundeki uretece geldi.
Trafoya akım verip doyum durumuna getirilir çok az akımla bekletilir.
Tam çıkışa akım verileceği zaman verdiğimiz akımın zıttı yönününde akım verilir. Bu akım hem çıkışı güçlendirir hem de nüveyi boşalmaya zorlar.
Fakat bu nuve tahminimce 50kg filan olması gerekir .
Başlık: Ynt: Cold welding
Gönderen: fbkaya - 08 Haziran 2022, 19:32:22
Gönderen: fbkaya - 08 Haziran 2022, 19:32:22
@z bizim plazmayı beslemeye ihtiyacımız yok ki, hf starter zaten plazmayı sürekli oluşturup beslemiyor mu ?
@devrecii sizin kavanozun kapasitesi kaçtı ?
@devrecii sizin kavanozun kapasitesi kaçtı ?
Başlık: Ynt: Cold welding
Gönderen: z - 08 Haziran 2022, 20:06:03
Gönderen: z - 08 Haziran 2022, 20:06:03
Coldweldingde surekli bir akim yok zaten flash lambasi gibi bir atimlik. HF starter ilk asamada tetikleme islemi icin.
Başlık: Ynt: Cold welding
Gönderen: fbkaya - 08 Haziran 2022, 23:03:03
Gönderen: fbkaya - 08 Haziran 2022, 23:03:03
@z Evet ancak hf yi sürekli açık bırakmamızın önünde bir engel yok.
Başlık: Ynt: Cold welding
Gönderen: z - 08 Haziran 2022, 23:27:39
Gönderen: z - 08 Haziran 2022, 23:27:39
Ne isine yarayacak? Zaten ana akim 1ms icinde olup bitecek. Bu sure zarfinda plazmanin sonme riski yokki.
Başlık: Ynt: Cold welding
Gönderen: fbkaya - 09 Haziran 2022, 13:31:41
Gönderen: fbkaya - 09 Haziran 2022, 13:31:41
@z Neden düşük gerilim kullanamadığımızı anlamaya çalışıyorum.
Başlık: Ynt: Cold welding
Gönderen: z - 09 Haziran 2022, 17:06:40
Gönderen: z - 09 Haziran 2022, 17:06:40
Haa mesela ana guc kaynagi 12v olsun, HV starter esliginde kullansak diyorsun.
Bu plazmanin karakteri ile ilgili. Tam cevabini alimleri bilir.
Kaynak yapilabilmesi icin gecen akim ile plazma direncini carpinca 25v civari bir gerilimle karsilasiyoruz.
Surekli kaynak halinde plazma voltaji 20v altina indirilmiyor.
Akimi artirinca da bu voltaj anormal artmiyor. (Ohm kanunu tam islemiyor cunku plazma ortaminda farkli bir fizik var)
25v kullansak plazmayi da HV ile baslatsak olurmu? Atim suresi cok kisa oldugu icin voltaji yuksek tutarak gucu artirmak disinda pek cozum yok. Dusuk guc ile de kaynak yapilamayacagina gore voltajdan baska parametremiz kalmiyor. O yuzden voltaji 60V sectim. Gucu kismak gerekirse atim suresi ile oynarim. 25v kullanayim ama atim suresini uzun tutalim dersek bu kez de ince parcalarin kaynaginda sorun cikacaktir.
Bu plazmanin karakteri ile ilgili. Tam cevabini alimleri bilir.
Kaynak yapilabilmesi icin gecen akim ile plazma direncini carpinca 25v civari bir gerilimle karsilasiyoruz.
Surekli kaynak halinde plazma voltaji 20v altina indirilmiyor.
Akimi artirinca da bu voltaj anormal artmiyor. (Ohm kanunu tam islemiyor cunku plazma ortaminda farkli bir fizik var)
25v kullansak plazmayi da HV ile baslatsak olurmu? Atim suresi cok kisa oldugu icin voltaji yuksek tutarak gucu artirmak disinda pek cozum yok. Dusuk guc ile de kaynak yapilamayacagina gore voltajdan baska parametremiz kalmiyor. O yuzden voltaji 60V sectim. Gucu kismak gerekirse atim suresi ile oynarim. 25v kullanayim ama atim suresini uzun tutalim dersek bu kez de ince parcalarin kaynaginda sorun cikacaktir.
Başlık: Ynt: Cold welding
Gönderen: fbkaya - 10 Haziran 2022, 23:49:25
Gönderen: fbkaya - 10 Haziran 2022, 23:49:25
Elimde 200a 12v smpsler var. Zaman bulur da HF starteri bitirebilirsem bir kaçını paralel bağlayıp denemeyeceğim.
Başlık: Ynt: Cold welding
Gönderen: yas - 19 Haziran 2022, 18:58:21
Gönderen: yas - 19 Haziran 2022, 18:58:21
Konu ara ara hortluyor, bu seferde ben hortlatayım. Konu içerisindeki paylaşımlarda tam doyurucu teknik veriler olmadığı için bu proje ile alakalı @z nin kafasının çok karıştığını düşünüyorum. Konuyu takip ediyorum, kimseyi kasıt etmeden şunu söyleyebilirim. Bilgi paylaşan yada yorum getiren arkadaşların (herkese ayrı ayrı teşekkürler) çoğu Plazma, coldwelding, TIG kaynak yöntemleri hakkında sadece yüzeysel bilgiye sahip (kendi adıma bilgisizim), yada derinlemesine bilgi sahibi değil. Yazılanlardan kendi adıma bu kanıya varıyorum. @z nin ilk başta kaynak makinesini dönüştürme düşünce aslında doğru bir yol olabilir. Link teki ürün kaynak makinelerinin isviçre çakısı galiba.
https://www.stahlwerk-schweissgeraete.de/kombi-schweissgeraet-ctm250st
https://www.stahlwerk-schweissgeraete.de/kombi-schweissgeraet-ctm250st
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 11 Temmuz 2022, 01:48:20
Gönderen: Yuunus - 11 Temmuz 2022, 01:48:20
@z nin rus versiyonunu buldum,😁 saka bi yana hocam senin yapmak istedigini yapmis sanirim.
Başlık: Ynt: Cold welding
Gönderen: mg1980 - 11 Temmuz 2022, 09:01:29
Gönderen: mg1980 - 11 Temmuz 2022, 09:01:29
https://youtu.be/bjG6Gfjffmk
Başlık: Ynt: Cold welding
Gönderen: z - 20 Temmuz 2022, 10:22:54
Gönderen: z - 20 Temmuz 2022, 10:22:54
Gecen gunlerde cold welding arge isi icin akumulator fiyatlarina baktim. 12v akulerin fiyati AH'a bagli olsa da iyi bir sey almak icin ortalama 1000 TL vermek gerekiyor. Fakat malesef en az 4 tane almak lazim bunun da yeterli olacaginin garantisi yok.
Sanirim Recel Kavanozlari projesine el atmak gerekecek.
Ya da Nitro Gliserinle mi yapsam?
Sanirim Recel Kavanozlari projesine el atmak gerekecek.
Ya da Nitro Gliserinle mi yapsam?
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 20 Temmuz 2022, 17:38:21
Gönderen: Yuunus - 20 Temmuz 2022, 17:38:21
aluminyum rulo sarmayida bir dene istersen.
Başlık: Ynt: Cold welding
Gönderen: z - 20 Temmuz 2022, 17:47:52
Gönderen: z - 20 Temmuz 2022, 17:47:52
Ruloyu ne yapacagim? Kondansator mu?
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 20 Temmuz 2022, 21:51:54
Gönderen: Yuunus - 20 Temmuz 2022, 21:51:54
Alıntı yapılan: z - 20 Temmuz 2022, 17:47:52Ruloyu ne yapacagim? Kondansator mu?evet, arayada strec film.
Başlık: Ynt: Cold welding
Gönderen: z - 20 Temmuz 2022, 21:58:56
Gönderen: z - 20 Temmuz 2022, 21:58:56
Ilk firsatta denemek farz oldu.
Strech kullanirsam polyester vs kondansator olur ve yuksek kapasite elde edemem. Elektrolitik yapmam lazim.
Bir suru teknolojik engel var.
1. Mutfakta kullandigimiz aluminyum folyonun mukemmel sekilde istedigim kalinlikta oksitlenmesini nasil garanti ederim. (Adi bilmemne olan asittle yuzeyleri silecegim)
2. Sararak 10cm capa ulastigim aluminyum folyonun bir kenarinda aluminyum levhalara mukemmel elektrik kontak nasil yaparim? (Kursun eritip dokmeyi dusunuyorum)
3. Elektrolit sivisi olarak ne kullanacagim? (Devreci renginden dolayi sidik demisti)
Strech kullanirsam polyester vs kondansator olur ve yuksek kapasite elde edemem. Elektrolitik yapmam lazim.
Bir suru teknolojik engel var.
1. Mutfakta kullandigimiz aluminyum folyonun mukemmel sekilde istedigim kalinlikta oksitlenmesini nasil garanti ederim. (Adi bilmemne olan asittle yuzeyleri silecegim)
2. Sararak 10cm capa ulastigim aluminyum folyonun bir kenarinda aluminyum levhalara mukemmel elektrik kontak nasil yaparim? (Kursun eritip dokmeyi dusunuyorum)
3. Elektrolit sivisi olarak ne kullanacagim? (Devreci renginden dolayi sidik demisti)
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 20 Temmuz 2022, 22:16:26
Gönderen: Yuunus - 20 Temmuz 2022, 22:16:26
oksitleme ne için
Başlık: Ynt: Cold welding
Gönderen: z - 20 Temmuz 2022, 22:27:51
Gönderen: z - 20 Temmuz 2022, 22:27:51
Elektrolitik kondansatorun sirri bu. Oksit tabakasi cok ince oldugu icin kapasite cok yuksek oluyor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 20 Temmuz 2022, 22:31:33
Gönderen: Yuunus - 20 Temmuz 2022, 22:31:33
hocam bence ilk etapta onlarla ugrasma, bi tane strec film ile dene bakalim ne kadar kapasite cikacak, puntalama, oksitleme islerini sonradan yaparsin, is gorurse birkac tane sararsin, oksitlemeyle ugrasmazsin.
Başlık: Ynt: Cold welding
Gönderen: z - 20 Temmuz 2022, 22:52:42
Gönderen: z - 20 Temmuz 2022, 22:52:42
Gecmiste polyester kapasite yapmaya calismistim. Evdeki imkanlarla buyuk kapasitor olmuyor. 1n yaptim diye hatirliyorum.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 20 Temmuz 2022, 23:07:11
Gönderen: devrecii - 20 Temmuz 2022, 23:07:11
Ben bu bayramda uğraştım alüminyumun birini sülfürik asitle oksitledim bir kesim tuvalet kağıdı büyüklüğünde 8V 220uf den büyük kapasitör elde ettim. 0.01ma sızıntı vardı o da çeşme suyu kulandığım için olabilir ve borax çok kirli idi.
Hocam sen yaparsan mükemmel bir kapasitör yapabilirsin mutlaka dene derim. Bağlantı yerlerinde perçin kullanabilirsin.
Eğer 60v kapasitör yapılacaksa daha kalın alüminyum folyo gerekiyor, oksit tabakası daha kalın olması gerekir.
Şu streç film kapasitörü birisi yapsa denese babasının hayrına ne güzel olur. 1metre strect film ile 100uf elde edilse 1 kilometre uzunluk
gerekli :D 1metre uzunlukta 100uf pek olası değil :(
Hocam sen yaparsan mükemmel bir kapasitör yapabilirsin mutlaka dene derim. Bağlantı yerlerinde perçin kullanabilirsin.
Eğer 60v kapasitör yapılacaksa daha kalın alüminyum folyo gerekiyor, oksit tabakası daha kalın olması gerekir.
Şu streç film kapasitörü birisi yapsa denese babasının hayrına ne güzel olur. 1metre strect film ile 100uf elde edilse 1 kilometre uzunluk
gerekli :D 1metre uzunlukta 100uf pek olası değil :(
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 20 Temmuz 2022, 23:30:20
Gönderen: Yuunus - 20 Temmuz 2022, 23:30:20
yeterince yakin olursa 100uf degil 1000 bile olur ;) 20cm ye 30cm lik cift yuzlu epoksi pcb yi olcmustum yaklasik 1.7nf kapasite sagliyordu, plakalar arasi mesafe en az 1.2mm bunu strec film ile kiyaslarsak @devreci bence durum umut verici :), evet birinin hayrina acilen denemesi lazim.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 21 Temmuz 2022, 01:26:12
Gönderen: devrecii - 21 Temmuz 2022, 01:26:12
@Yuunus streç film kalınlığı 17 mikronmuş yani 0.017mm senin verdiğin değerlerle ölçersek 1.2/0.017mm=70 70katı olacak 1.7nf*70=119nf yani 30*20 alanda 119nf folyo da zaten 30cm X 1metre dersek 119*5=600nf :'(
Başlık: Ynt: Cold welding
Gönderen: z - 21 Temmuz 2022, 09:39:46
Gönderen: z - 21 Temmuz 2022, 09:39:46
Bu yuzden multilayer yapiyorlar.
21 Temmuz 2022, 19:43:22
Elektrolitik kapasitorde elektrolitigin iletken olmasi disinda ne gibi ozelliklere sahip olmasi gerekiyor?
Dielektrik malzeme oksit tabakanin kendisi. Bu durumda yuksek iletkenlige sahip herhangi bir sivinin is gormesi lazim diye dusunuyorum.
Sivinin baska bir elektriksel ozellige sahip olmasi gerekmiyor. (Iyi isi iletkeni olmali)
Tabiki boyle degil. Firmalar patentli kendi sivilarini uretmisler.
Bu sivilarin ozelligi nedir?
Elektrolitik kapasitorlerde
Relative permittivity 9.6
Oksit tabakasinin kirilma gerilimi 710v/um ve oksit tabaskinda her 1.4 nm kalinlik voltajda 1 V artis demek.
Bu durumda 63v ile calisaksak ve 100v dayanimli kapasitor yapmak istersek 140nm kalinliginda oksit kalinlik gerekiyor.
100000 uF kapasitor yapmak istiyorum. C=0.1F
e=9.6/(4π x 9×10e9)=8.5E-11
d=140*10-9
C=e*S/d
S=C*d/e = 0.1*140E-9 / 8.8E-11 = 165 metre kare
Levhanin her iki yuzu de kullanilacagindan S= 82 metrekare.
Yarim metre uzunlugunda folyodan sarmak istesek L=82/0.5=165m
0.1 mm kalinliginda folyomuz olsun. Iki folyo ve arasina 0.3mm kalinliginda kagit koyarak 165m folyoyu saralim.
Bakalim kondansatorumuzun capi kac cm cikacak?
21 Temmuz 2022, 19:43:22
Elektrolitik kapasitorde elektrolitigin iletken olmasi disinda ne gibi ozelliklere sahip olmasi gerekiyor?
Dielektrik malzeme oksit tabakanin kendisi. Bu durumda yuksek iletkenlige sahip herhangi bir sivinin is gormesi lazim diye dusunuyorum.
Sivinin baska bir elektriksel ozellige sahip olmasi gerekmiyor. (Iyi isi iletkeni olmali)
Tabiki boyle degil. Firmalar patentli kendi sivilarini uretmisler.
Bu sivilarin ozelligi nedir?
Elektrolitik kapasitorlerde
Relative permittivity 9.6
Oksit tabakasinin kirilma gerilimi 710v/um ve oksit tabaskinda her 1.4 nm kalinlik voltajda 1 V artis demek.
Bu durumda 63v ile calisaksak ve 100v dayanimli kapasitor yapmak istersek 140nm kalinliginda oksit kalinlik gerekiyor.
100000 uF kapasitor yapmak istiyorum. C=0.1F
e=9.6/(4π x 9×10e9)=8.5E-11
d=140*10-9
C=e*S/d
S=C*d/e = 0.1*140E-9 / 8.8E-11 = 165 metre kare
Levhanin her iki yuzu de kullanilacagindan S= 82 metrekare.
Yarim metre uzunlugunda folyodan sarmak istesek L=82/0.5=165m
0.1 mm kalinliginda folyomuz olsun. Iki folyo ve arasina 0.3mm kalinliginda kagit koyarak 165m folyoyu saralim.
Bakalim kondansatorumuzun capi kac cm cikacak?
Başlık: Ynt: Cold welding
Gönderen: z - 21 Temmuz 2022, 10:58:29
Gönderen: z - 21 Temmuz 2022, 10:58:29
Capi n olan dairenin cevresi npi
bunun uzerine 0.1+0.1+0.3 mm kalinliginda sarim yaptigimizda bir sonraki cap n=n+0.5 mm olacaktir.
o halde n=0 dan m'e kadar sarim yapildiginda cevrelerin toplami L olur.
L=pi*Toplam(1+ (n+0.5)) n=0 dan m'e kadar.
165000 = mpi+ mpi/2 + m*pi(m+1)/2
165000 = mpi+ mpi/2 + m^2*pi/2 + mpi/2
165000 = 2mpi + m^2*pi/2
m^2*pi/2 + 2mpi - 165000 = 0
m^2 + 4m - 165000*2/pi = 0
m=2 (+/-) 0.5 Karekok(16+8*165000/pi)
m=326 sarim
Her bir sarimda cap 1mm artiyordu. 326mm
30 cm capinda yarim metre uzunlugunda bir kondansatorumuz olacak.
Hata yapmadiysam...
Boyle bir kabin ihtiyaci olan sidigi bir kerede cikartamayiz gibi.
http://www.dfrsolutions.com/pdfs/2004_Electrolyte_Hillman-Helmold.pdf
http://www.kemet.com/Lists/TechnicalArticles/Attachments/14/2009-10%20CARTS%20-%20Al-Electrolytic%20Corrosion%20of%20Al%20in%20Ethylen-Glycol%20Electrolytes.pdf
http://ecadigitallibrary.com/pdf/CARTS06/5_2zxm.pdf
bunun uzerine 0.1+0.1+0.3 mm kalinliginda sarim yaptigimizda bir sonraki cap n=n+0.5 mm olacaktir.
o halde n=0 dan m'e kadar sarim yapildiginda cevrelerin toplami L olur.
L=pi*Toplam(1+ (n+0.5)) n=0 dan m'e kadar.
165000 = mpi+ mpi/2 + m*pi(m+1)/2
165000 = mpi+ mpi/2 + m^2*pi/2 + mpi/2
165000 = 2mpi + m^2*pi/2
m^2*pi/2 + 2mpi - 165000 = 0
m^2 + 4m - 165000*2/pi = 0
m=2 (+/-) 0.5 Karekok(16+8*165000/pi)
m=326 sarim
Her bir sarimda cap 1mm artiyordu. 326mm
30 cm capinda yarim metre uzunlugunda bir kondansatorumuz olacak.
Hata yapmadiysam...
Boyle bir kabin ihtiyaci olan sidigi bir kerede cikartamayiz gibi.
http://www.dfrsolutions.com/pdfs/2004_Electrolyte_Hillman-Helmold.pdf
http://www.kemet.com/Lists/TechnicalArticles/Attachments/14/2009-10%20CARTS%20-%20Al-Electrolytic%20Corrosion%20of%20Al%20in%20Ethylen-Glycol%20Electrolytes.pdf
http://ecadigitallibrary.com/pdf/CARTS06/5_2zxm.pdf
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 21 Temmuz 2022, 13:22:37
Gönderen: Yuunus - 21 Temmuz 2022, 13:22:37
L=pi*Toplam(1+ (n+0.5)) n=0 dan m'e kadar.
@z burdaki 1 nerden geldi.
@z burdaki 1 nerden geldi.
Başlık: Ynt: Cold welding
Gönderen: z - 21 Temmuz 2022, 13:38:40
Gönderen: z - 21 Temmuz 2022, 13:38:40
En basta 1 mm capli boruya sarmakla basladik ya.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 21 Temmuz 2022, 14:13:11
Gönderen: devrecii - 21 Temmuz 2022, 14:13:11
@Yuunus verdiği değerle 30cm 100nm olarak alsak @z yaptığın hesaplama örtüşüyor , yüzlerce metrelik folyo gerekir, tabi bunu bir de oksiteleme yapmak çok zor olacaktır ;D .
Alümiyum yüzeyinde sinterleme denen yöntemle pürüzlü kadife gibi yapı oluşmasını sağlıyorlarmış bu sayede devasa bir alanı kücük yüzeye sığdırma imkanı oluyor. mesela küçük bir mangal kömürü yüzey alanı futbol sahası kadarmış bunun gibi.
Demek ki benim denemelerimde oksit tabakası 1nm bile değilmiş ben de diyorum neden elektrik iletiyor.
Kısacası bu iş de yattı , işte matemetik bu işe yarıyor, bir sürü uğraşmadan kurtardı.
Akü işi de olacak gibi değil akü onbinlerce amper verse de kimyasal tepkime olduğu için hemen pik noktasına ulaşacağını zannetmiyorum.
Yanlız şu var , ülkecek dünyadan 100 yıl gerideyiz akıl alır gibi değil , bir kapasitör üretecek ne bilgi ne de yeteneğimiz var, alümimyum elektrotları ne de sıvısını üretemeyiz.
Mecburen kapasitör alınması gerekiyor fakat acele etmemiz gerekiyor bugün 1200tl olan kapasitör 1 ay sonra 2000tl 3 ay sonra 5000tl
Alümiyum yüzeyinde sinterleme denen yöntemle pürüzlü kadife gibi yapı oluşmasını sağlıyorlarmış bu sayede devasa bir alanı kücük yüzeye sığdırma imkanı oluyor. mesela küçük bir mangal kömürü yüzey alanı futbol sahası kadarmış bunun gibi.
Demek ki benim denemelerimde oksit tabakası 1nm bile değilmiş ben de diyorum neden elektrik iletiyor.
Kısacası bu iş de yattı , işte matemetik bu işe yarıyor, bir sürü uğraşmadan kurtardı.
Akü işi de olacak gibi değil akü onbinlerce amper verse de kimyasal tepkime olduğu için hemen pik noktasına ulaşacağını zannetmiyorum.
Yanlız şu var , ülkecek dünyadan 100 yıl gerideyiz akıl alır gibi değil , bir kapasitör üretecek ne bilgi ne de yeteneğimiz var, alümimyum elektrotları ne de sıvısını üretemeyiz.
Mecburen kapasitör alınması gerekiyor fakat acele etmemiz gerekiyor bugün 1200tl olan kapasitör 1 ay sonra 2000tl 3 ay sonra 5000tl
Başlık: Ynt: Cold welding
Gönderen: z - 21 Temmuz 2022, 14:21:32
Gönderen: z - 21 Temmuz 2022, 14:21:32
Oksitleme zor olmayabilir. Eloksal isleminde sulfirik asit banyosunda aluminyumdan akim akitiliyor. Burda da ayni yontem kullanilabilir.
L=pi*Toplam(1+ (n+0.5)) n=0 dan m'e kadar. Burda bir hata olmus.
n=0 icin L =pi olmali. n=1 icin L=2pi n=2 icin L=4pi... neyse yolu belli.
L=pi*Toplam(1+ (n+0.5)) n=0 dan m'e kadar. Burda bir hata olmus.
n=0 icin L =pi olmali. n=1 icin L=2pi n=2 icin L=4pi... neyse yolu belli.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 21 Temmuz 2022, 16:22:46
Gönderen: Yuunus - 21 Temmuz 2022, 16:22:46
sen bu gidisle lithium_ion uretecen gibi ya, hayirlisi.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 05 Ağustos 2022, 00:39:20
Gönderen: devrecii - 05 Ağustos 2022, 00:39:20
Şansa bak bugün eskicide ne buldum tamamına 40tl verdim :D saymadım içinde yüz tane kadar var 63v 1000uf, deneme yapmak için yeterli ve benim işimi görür, ama bir sorun daha var mosfet 75V-60V mosfetler de pahalı , 100a 20 tane lazım olacak belki daha fazla.
75A 50 tane ikinci el mosfet (https://tr.aliexpress.com/item/1005003496655230.html?spm=a2g0o.detail.0.0.cb0c7d97SGbOkc&gps-id=pcDetailBottomMoreThisSeller&scm=1007.13339.274681.0&scm_id=1007.13339.274681.0&scm-url=1007.13339.274681.0&pvid=ebd0e442-d31b-4054-ada8-bcfa9d6f4313&_t=gps-id%3ApcDetailBottomMoreThisSeller%2Cscm-url%3A1007.13339.274681.0%2Cpvid%3Aebd0e442-d31b-4054-ada8-bcfa9d6f4313%2Ctpp_buckets%3A668%232846%238109%231935&pdp_ext_f=%7B) 50 tanesi 200tl gümrükden geçerse tabii.

75A 50 tane ikinci el mosfet (https://tr.aliexpress.com/item/1005003496655230.html?spm=a2g0o.detail.0.0.cb0c7d97SGbOkc&gps-id=pcDetailBottomMoreThisSeller&scm=1007.13339.274681.0&scm_id=1007.13339.274681.0&scm-url=1007.13339.274681.0&pvid=ebd0e442-d31b-4054-ada8-bcfa9d6f4313&_t=gps-id%3ApcDetailBottomMoreThisSeller%2Cscm-url%3A1007.13339.274681.0%2Cpvid%3Aebd0e442-d31b-4054-ada8-bcfa9d6f4313%2Ctpp_buckets%3A668%232846%238109%231935&pdp_ext_f=%7B) 50 tanesi 200tl gümrükden geçerse tabii.
Başlık: Ynt: Cold welding
Gönderen: z - 05 Ağustos 2022, 12:37:54
Gönderen: z - 05 Ağustos 2022, 12:37:54
Bunlarin belki de aynisiydi. 40 kadariyla paralel baglanti yapmistim.
8 tanede IRF640 paralelleyip punta denmesi yaptim.
Bir kac atista moslardan birisi gitti.
Sonra devreyi bir kenara attim.
Gecenlerde devreyi bir daha ele alayim dedim ama kapasitorler hic ama hic sarj tutmuyordu.
8 tanede IRF640 paralelleyip punta denmesi yaptim.
Bir kac atista moslardan birisi gitti.
Sonra devreyi bir kenara attim.
Gecenlerde devreyi bir daha ele alayim dedim ama kapasitorler hic ama hic sarj tutmuyordu.
Başlık: Ynt: Cold welding
Gönderen: z - 05 Ağustos 2022, 12:55:29
Gönderen: z - 05 Ağustos 2022, 12:55:29
Bu arada Ankara'da Ivedik hurdacilar sitesinde amperi 1TL den IGBT moduller satiliyordu.
500A alacaksan 500TL.
Simdilerde zam gelmistir.
500A alacaksan 500TL.
Simdilerde zam gelmistir.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 05 Ağustos 2022, 14:16:50
Gönderen: Yuunus - 05 Ağustos 2022, 14:16:50
Alıntı yapılan: z - 05 Ağustos 2022, 12:55:29Bu arada Ankara'da Ivedik hurdacilar sitesinde amperi 1TL den IGBT moduller satiliyordu.gecenlerde aliden fga25n120 aldim 50 tane, tanesi 10tl ye geldi, 18A e kastirdim banamisin demedi, tavsiye ederim, burda satilanlarda zaten aynisi.
500A alacaksan 500TL.
Simdilerde zam gelmistir.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 05 Ağustos 2022, 15:57:29
Gönderen: Yuunus - 05 Ağustos 2022, 15:57:29
Alıntı yapılan: devrecii - 05 Ağustos 2022, 00:39:20Şansa bak bugün eskicide ne buldum tamamına 40tl verdim :D saymadım içinde yüz tane kadar var 63v 1000uf, deneme yapmak için yeterli ve benim işimi görür, ama bir sorun daha var mosfet 75V-60V mosfetler de pahalı , 100a 20 tane lazım olacak belki daha fazla.
75A 50 tane ikinci el mosfet (https://tr.aliexpress.com/item/1005003496655230.html?spm=a2g0o.detail.0.0.cb0c7d97SGbOkc&gps-id=pcDetailBottomMoreThisSeller&scm=1007.13339.274681.0&scm_id=1007.13339.274681.0&scm-url=1007.13339.274681.0&pvid=ebd0e442-d31b-4054-ada8-bcfa9d6f4313&_t=gps-id%3ApcDetailBottomMoreThisSeller%2Cscm-url%3A1007.13339.274681.0%2Cpvid%3Aebd0e442-d31b-4054-ada8-bcfa9d6f4313%2Ctpp_buckets%3A668%232846%238109%231935&pdp_ext_f=%7B) 50 tanesi 200tl gümrükden geçerse tabii.
(Resim gizlendi görmek için tıklayın.)
@devreci sen ne yapacan ki senindemi projen var.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 05 Ağustos 2022, 17:38:57
Gönderen: devrecii - 05 Ağustos 2022, 17:38:57
@Yuunus proje olarak değil bana bu makina lazım, aslında ülkemiz teknoloji ülkesi olsa bu proje yapılır çok güzel de satılır ama kim ne yapsın bunu ince işler için gerekli bu. İgbtleri aldığında gümrük sorun çıkardı mı ? extra maliyet oldu mu çok sayıda olduğu için.
@z hocam sen kapasitörleri yüksek voltaj vermiş olabilir misin farketmeden? benim yaptığım bir güç kaynağı var 4 senedir kullanıyorum binlerce kez kısa devre etmişimdir tabi kapasite düşmüştür ama halen sorunsuz kullanıyorum
zaten cpu ile kontrolde kapasitördeki voltaj mesela 40v altına inmesi durumunda kesime gidecek belki de 3-5V inmesine izin veriyorlar bu nedenle 400000uf gerekli olabilir. Eğer smps tarafı da çok güçlü olursa kapasitörler dayanır diye düşünüyorum tabi smps tarafındaki kondansatör de sorun.
[/quote]
@z hocam sen kapasitörleri yüksek voltaj vermiş olabilir misin farketmeden? benim yaptığım bir güç kaynağı var 4 senedir kullanıyorum binlerce kez kısa devre etmişimdir tabi kapasite düşmüştür ama halen sorunsuz kullanıyorum
zaten cpu ile kontrolde kapasitördeki voltaj mesela 40v altına inmesi durumunda kesime gidecek belki de 3-5V inmesine izin veriyorlar bu nedenle 400000uf gerekli olabilir. Eğer smps tarafı da çok güçlü olursa kapasitörler dayanır diye düşünüyorum tabi smps tarafındaki kondansatör de sorun.
[/quote]
Alıntı yapılan: z - 05 Ağustos 2022, 12:55:29Bu arada Ankara'da Ivedik hurdacilar sitesinde amperi 1TL den IGBT moduller satiliyordu.Hurdacı için bence pahalı , 1200v için tamam da.
500A alacaksan 500TL.
Simdilerde zam gelmistir.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 05 Ağustos 2022, 18:09:13
Gönderen: Yuunus - 05 Ağustos 2022, 18:09:13
yok problem cikmadi aras kargo kapiya kadar getirdi sagolsun, ama malzeme 374tl tutmus vergi kargo filan 490tl ye bana gelmis, simdi baktim 670 tlye geliyo, vay be gun gunu aratiyor >:( , neyse bunada sukur.
Başlık: Ynt: Cold welding
Gönderen: z - 05 Ağustos 2022, 22:13:05
Gönderen: z - 05 Ağustos 2022, 22:13:05
Alıntı yapılan: devrecii - 05 Ağustos 2022, 17:38:57@Yuunus proje olarak değil bana bu makina lazım, aslında ülkemiz teknoloji ülkesi olsa bu proje yapılır çok güzel de satılır ama kim ne yapsın bunu ince işler için gerekli bu. İgbtleri aldığında gümrük sorun çıkardı mı ? extra maliyet oldu mu çok sayıda olduğu için.
@z hocam sen kapasitörleri yüksek voltaj vermiş olabilir misin farketmeden? benim yaptığım bir güç kaynağı var 4 senedir kullanıyorum binlerce kez kısa devre etmişimdir tabi kapasite düşmüştür ama halen sorunsuz kullanıyorum
zaten cpu ile kontrolde kapasitördeki voltaj mesela 40v altına inmesi durumunda kesime gidecek belki de 3-5V inmesine izin veriyorlar bu nedenle 400000uf gerekli olabilir. Eğer smps tarafı da çok güçlü olursa kapasitörler dayanır diye düşünüyorum tabi smps tarafındaki kondansatör de sorun.
Hurdacı için bence pahalı , 1200v için tamam da.
[/quotAlıntı yapılan: devrecii - 05 Ağustos 2022, 17:38:57@Yuunus proje olarak değil bana bu makina lazım, aslında ülkemiz teknoloji ülkesi olsa bu proje yapılır çok güzel de satılır ama kim ne yapsın bunu ince işler için gerekli bu. İgbtleri aldığında gümrük sorun çıkardı mı ? extra maliyet oldu mu çok sayıda olduğu için.
@z hocam sen kapasitörleri yüksek voltaj vermiş olabilir misin farketmeden? benim yaptığım bir güç kaynağı var 4 senedir kullanıyorum binlerce kez kısa devre etmişimdir tabi kapasite düşmüştür ama halen sorunsuz kullanıyorum
zaten cpu ile kontrolde kapasitördeki voltaj mesela 40v altına inmesi durumunda kesime gidecek belki de 3-5V inmesine izin veriyorlar bu nedenle 400000uf gerekli olabilir. Eğer smps tarafı da çok güçlü olursa kapasitörler dayanır diye düşünüyorum tabi smps tarafındaki kondansatör de sorun.
Hurdacı için bence pahalı , 1200v için tamam da.
Ciddi bir deneme dahi yapamadan moslar gitmisti. Islemcisiz cok basit bir devre yapmistim.
IGBT ler avuc ici kadar. 1200v.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 06 Ağustos 2022, 01:27:09
Gönderen: Yuunus - 06 Ağustos 2022, 01:27:09
yapacaginiz kaynak makinesinin piyasadakilerden farki ne olacak, bu makineler kaca satiliyor.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 07 Ağustos 2022, 17:46:42
Gönderen: devrecii - 07 Ağustos 2022, 17:46:42
Alıntı yapılan: Yuunus - 06 Ağustos 2022, 01:27:09yapacaginiz kaynak makinesinin piyasadakilerden farki ne olacak, bu makineler kaca satiliyor.
Normal kaynak makinasıyla hassas işler yapamazsın ancak demir profil kaynatırsın onu bile düzgün yapmak kolay değil delmeden vs ,
Kaynak yaparken bir yer aşırı ısındımı kaynak ucundan çıkan tüm maddeler o tarafa gider. Tig kaynağında da bu problem var. Bu makinada ışırı ısınma yok patlama oluyor ve yüzeye homojen dağılıyor imkansız şeyleri bile kaynatırsın, biz bilim adamıyız hocam böyle şeyler lazım oluyor :D , sırf bu yüzden ben oksi-hidrojen kaynak makinası yaptım, oksijen kaynağı esasen lehimleme gibidir, yüzey oksitlendimi kaynak imkansız olur ve yüzey kırmızı olana kadar ısınması gerekir.
Driver kısmını yapıyorum, şöyle olacak kapasitörlerdeki akımı ölçecek ve ayarladığım değerden aşağı düşerse mosfetleri kesime götürecek, istediğim süre akım verecek.
ilk başta bd138 ile mosfetlerin gatine + voltaj verilecek bikaç ms bekleyecek daha sonra tetikleyiciye akım verilecek
bir bobinden akım akmaya başlamışmı ölçüülecek ve zamanlama sistemi çalışcak. Çıkış kısa devre ise bunu da anlayıp mosfetler kesime gidecek mosfetlerin hızlı kesime gitmesi için 20amperlik iki mosfet kullandım laptop kartımdan çıkan.
mosfetler palalel olduğu için gate kapasitesi çok artacak.
220v Smps kısmında ise amper feedbaki ne gerek yok ve burst modu olacak çıkış voltajı ölçülecek eğer voltaj 40V düşük ise pwm%1 düşecek hem kapasitörü korumak hemde smps igbt leri korumak için eğer kapaitör dolu ise burst modunda smps susturulacak ve çok hızlı tepki vermesi sağlancak düğmeye basıldıığı an pwm%49.9 full güçte çalışacak ki kapasitörlere yardım etsin tabi çıkış voltajı hep kollancak burst moddunda. Hepsi bu Stm32 kartına şığabilir.
Benim korkum tetikleyici yüksek voltaj çalıştığı zaman stm32 nin kilitlenip kilitlenmeyeceği , hemen bunu deneyeceğim sonucu yazarım. Daha önce yapmış olduğum kaynak makinasında makinanın içindeki stm32 herhangi kilitlenme olayına raslamadım ama yüksek voltaj atlaması farklı.

Başlık: Ynt: Cold welding
Gönderen: Yuunus - 07 Ağustos 2022, 21:03:59
Gönderen: Yuunus - 07 Ağustos 2022, 21:03:59
ben @z tig yapacak diye hatirliyorum, hatta adamlar icinde buyuk kapasiteler kullanmis diyordu, hatta bunun icin birde torch almisti.
Başlık: Ynt: Cold welding
Gönderen: z - 07 Ağustos 2022, 21:36:22
Gönderen: z - 07 Ağustos 2022, 21:36:22
Cold weldingde TIG modifiye edilmis varsayimi ile yola ciktim ama oyle degilmis. Kapasitif dejarj teknigini kullaniyormus.
Torc aldim ama cold weldingde de ayni torc kullaniliyor zaten. Gaz da kullaniliyor.
Torc aldim ama cold weldingde de ayni torc kullaniliyor zaten. Gaz da kullaniliyor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 08 Ağustos 2022, 01:41:27
Gönderen: Yuunus - 08 Ağustos 2022, 01:41:27
Alıntı yapılan: z - 07 Ağustos 2022, 21:36:22Cold weldingde TIG modifiye edilmis varsayimi ile yola ciktim ama oyle degilmis. Kapasitif dejarj teknigini kullaniyormus.@z hocam bu alet baya bahali en dusuk fiyat 40.000TL gordum.
Torc aldim ama cold weldingde de ayni torc kullaniliyor zaten. Gaz da kullaniliyor.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 12 Ağustos 2022, 22:54:56
Gönderen: devrecii - 12 Ağustos 2022, 22:54:56
Bu akşam 100000uf lehimleyip denedim , güzel haber mosfetler yanmadı ,stm32 sorun çıkarmadı herşey yolunda ama videodaki etkinin yüzde birini alamadım .
Videoda çok sessiz pırrt pırrt diye bir ses çıkarıyor benim çalışmamda bildiğin çaaaat ediyor ve göz alacak ışık çıkıyor.
Kapastördeki voltj tam istediğim kadar iniyor yani işlemci işini yapıyor ve kapastör uayrısı veriyor yani istenen zamandan önce kapasitör boşaldı diye ki bu 1ms den bile az.
Bu videoda yoksa akımı sınırıyor mu patlama olmadığına göre. Yarın bende bir video çekip seslere bakacam poffff :(
Videoda çok sessiz pırrt pırrt diye bir ses çıkarıyor benim çalışmamda bildiğin çaaaat ediyor ve göz alacak ışık çıkıyor.
Kapastördeki voltj tam istediğim kadar iniyor yani işlemci işini yapıyor ve kapastör uayrısı veriyor yani istenen zamandan önce kapasitör boşaldı diye ki bu 1ms den bile az.
Bu videoda yoksa akımı sınırıyor mu patlama olmadığına göre. Yarın bende bir video çekip seslere bakacam poffff :(
Başlık: Ynt: Cold welding
Gönderen: z - 12 Ağustos 2022, 23:28:05
Gönderen: z - 12 Ağustos 2022, 23:28:05
Akim suresini 50uS yapip 50uS sustursan ve 1ms icinde bu sekilde 10 kez atis yapsan.
Bir de bosalma aninda noktasal temas olmamali. Plazma baslamali ardindan kapasitoru plazma uzerine bosaltsan.
Bir de bosalma aninda noktasal temas olmamali. Plazma baslamali ardindan kapasitoru plazma uzerine bosaltsan.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 12 Ağustos 2022, 23:28:55
Gönderen: Yuunus - 12 Ağustos 2022, 23:28:55
100.000uf sarj ettigin voltaj 1ms desarjdan sonra kac vottan kac volta dustu.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 13 Ağustos 2022, 00:02:25
Gönderen: devrecii - 13 Ağustos 2022, 00:02:25
@Yuunus 1ms değil adc okuma yapıyor ayarlaadığım voltta susturuyor su anki testlerde 48volttan 39a düşürebildim 48den 45 düşmeyi işlemci yakalayamıyor yani çok hızlı. 1ms büyük değer değer çok çok altında boşalıyor sonuç ne hiç.
@z hocam dediğini deneyebilirim ama güçlü bir gate driver lazım 10tane mosfet var , benim devrede bd138 ile dolduruluyor beklyor ve ateşliyor. doldur boşalt için P tipi hızlı bir mosfetle gateyi doldurmak gerekir yoksa ana mosfetler bozlur.
Mosfetleri kısa devre edip ateşleme yaptım yine kaynak olmadı.
Ya da şşöyle bişey var normal kaynak başlayıp havayı ısıtıp genleştiriyor sonrada kondansatörden boşalma yapıyor bu sayede patlama olmuyor ?
Pwm yapıyor desek 4000000uf kondansatörre ne gerek var 220v tarafını güçlü yapıp dirak çıkışı veririz.
Yada kondansatörlerden sonra balast gibi bir yapı mı var acaba hani bobine akım veridğmizde bobinden dönen zıt akımarla havada ark oluşurya , pwm varsa kapasitörle işimiz ne onu anlayamadım kısaca.
@z hocam dediğini deneyebilirim ama güçlü bir gate driver lazım 10tane mosfet var , benim devrede bd138 ile dolduruluyor beklyor ve ateşliyor. doldur boşalt için P tipi hızlı bir mosfetle gateyi doldurmak gerekir yoksa ana mosfetler bozlur.
Mosfetleri kısa devre edip ateşleme yaptım yine kaynak olmadı.
Ya da şşöyle bişey var normal kaynak başlayıp havayı ısıtıp genleştiriyor sonrada kondansatörden boşalma yapıyor bu sayede patlama olmuyor ?
Pwm yapıyor desek 4000000uf kondansatörre ne gerek var 220v tarafını güçlü yapıp dirak çıkışı veririz.
Yada kondansatörlerden sonra balast gibi bir yapı mı var acaba hani bobine akım veridğmizde bobinden dönen zıt akımarla havada ark oluşurya , pwm varsa kapasitörle işimiz ne onu anlayamadım kısaca.
Başlık: Ynt: Cold welding
Gönderen: z - 13 Ağustos 2022, 00:10:19
Gönderen: z - 13 Ağustos 2022, 00:10:19
Bir kere bosalma yolunda kesinlikle bobin olmali ki akimin tirmanmasini dizginleyebilesin.
Ikincisi ateslemeden once yuksek voltajla atlama araliginda plazma olusturup iletkenlik saglamalisin ardindan kapasitorleri bu iletken havaya bosaltmalisin.
Yada elektrodlar birbirine deyecek. Elektrodu kaldirirken islemci temasin kesildigi ani yakalayip hemen kapasitoru bosaltacak. Yani elektrod araligi 63v da atlama yapacak kadar ayrilmadan atesleme yapman gerekir.
Her durumda senin cok hizli gate surucuye ihtiyacin olacak.
Ikincisi ateslemeden once yuksek voltajla atlama araliginda plazma olusturup iletkenlik saglamalisin ardindan kapasitorleri bu iletken havaya bosaltmalisin.
Yada elektrodlar birbirine deyecek. Elektrodu kaldirirken islemci temasin kesildigi ani yakalayip hemen kapasitoru bosaltacak. Yani elektrod araligi 63v da atlama yapacak kadar ayrilmadan atesleme yapman gerekir.
Her durumda senin cok hizli gate surucuye ihtiyacin olacak.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 13 Ağustos 2022, 00:21:04
Gönderen: devrecii - 13 Ağustos 2022, 00:21:04
Ateşleme konusunda bir problem yok daha konuştuğumuz gibi yaptım, yüksek voltaj olayıyla. Zaten bir bobinden geçiyor ferriti de toroid baya büyük ana akım 8 sarım var. 42mm 20mm toroid , tınlamıyor bile.
Kaynak maknesinin sekonder sargısına verip bi deneyeceğim :D
Eğer zamana yayacaksak kapasitöre ihtiyac yok bence.
13 Ağustos 2022, 00:25:58
Hocam senin verdiğn link uçmuş ama şunu bi incelesene büyük ferritten sarımlar yapışlar.
http://www.atomwelding.com/atomawe-t1200-cold-welding-machine.html
Kaynak maknesinin sekonder sargısına verip bi deneyeceğim :D
Eğer zamana yayacaksak kapasitöre ihtiyac yok bence.
13 Ağustos 2022, 00:25:58
Hocam senin verdiğn link uçmuş ama şunu bi incelesene büyük ferritten sarımlar yapışlar.
http://www.atomwelding.com/atomawe-t1200-cold-welding-machine.html
Başlık: Ynt: Cold welding
Gönderen: z - 13 Ağustos 2022, 00:26:33
Gönderen: z - 13 Ağustos 2022, 00:26:33
Akimi nasil karsilayacaksin? bir kac yuz amper ile olsaydi zaten kaynak makinasi ile yapardik.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 13 Ağustos 2022, 00:42:33
Gönderen: Yuunus - 13 Ağustos 2022, 00:42:33
@devreci o zaman hic kasmadan su sekilde yapsan yuksek voltaj arkini hic kesmeye ugrasmadan kapasitorleri torcdan kisa palslerle bosaltsan, islemmci ile ilk etapta olcum yapmasan, belki biraz el mahareti isteyecek ama nasil olsa deneme yapiyorsun, yinede iyi dusun sonra carsi karismasin.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 13 Ağustos 2022, 00:47:21
Gönderen: devrecii - 13 Ağustos 2022, 00:47:21
@Yuunus zaten ilk başta bi kaynağı yapacaktık görecektik sonra işlemci vs tasarıma girişecektik. hata yaptık


işe yaptığı kaynak ;D

işe yaptığı kaynak ;D
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 13 Ağustos 2022, 01:12:47
Gönderen: Yuunus - 13 Ağustos 2022, 01:12:47
kondansatorden bosaltacagin akim icin kablolar biraz ince degil mi, birde o yesil nuveler cok kolay saturasyona kaciyor haberin olsun, bende istahlandim simdi.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 13 Ağustos 2022, 20:13:45
Gönderen: devrecii - 13 Ağustos 2022, 20:13:45
aliexpress (https://tr.aliexpress.com/item/1005003328132568.html?spm=a2g0o.productlist.0.0.3ca3597cPzAeCx&algo_pvid=a059c62e-fb95-4566-8bac-5713c896b44a&algo_exp_id=a059c62e-fb95-4566-8bac-5713c896b44a-15&pdp_ext_f=%7B"sku_id"%3A"12000025253657873"%7D&pdp_npi=2%40dis%21TRY%211281.48%211050.72%21%21%211693.65%21%21%402101d4a716604101320945084e3a0f%2112000025253657873%21sea&curPageLogUid=AgzHyA5Xiuyv)
Normal kaynak makisnasından hiçbir farkı yokmuş kaynak makinasını coldwelde çeviren aparat küçücük bişey, @z nin verdiği linkdek makina farklı bişey konuyla alakası yok.
Neyse bu deneme ile 1200TLX4 gibi boşa gidecek masraftan kurtulmuş olduk, düşünsene alacaktık ve hiçbir işe yaramayacaktı. :D sokulmaz da :D
Ha yapmışken bu makinayı 10kw anlık verecek şekilde tasarlarsak canavar gibi olur ilk sayfadaki vdeoda baya güç var.
Elim değmişken full stm32 kontollu yapmak istiyorum . @yunus iki üç tel bağlı gerçi yine ince ama buna rağmen uS zaman diliminde boşalıyor. mosfetlerin buna dayanması şahane , hani sen başlık açmıştın ya oluyormu diye.
Normal kaynak makisnasından hiçbir farkı yokmuş kaynak makinasını coldwelde çeviren aparat küçücük bişey, @z nin verdiği linkdek makina farklı bişey konuyla alakası yok.
Neyse bu deneme ile 1200TLX4 gibi boşa gidecek masraftan kurtulmuş olduk, düşünsene alacaktık ve hiçbir işe yaramayacaktı. :D sokulmaz da :D
Ha yapmışken bu makinayı 10kw anlık verecek şekilde tasarlarsak canavar gibi olur ilk sayfadaki vdeoda baya güç var.
Elim değmişken full stm32 kontollu yapmak istiyorum . @yunus iki üç tel bağlı gerçi yine ince ama buna rağmen uS zaman diliminde boşalıyor. mosfetlerin buna dayanması şahane , hani sen başlık açmıştın ya oluyormu diye.
Başlık: Ynt: Cold welding
Gönderen: z - 13 Ağustos 2022, 21:05:19
Gönderen: z - 13 Ağustos 2022, 21:05:19
Alıntı yapılan: devrecii - 13 Ağustos 2022, 20:13:45....Normal kaynak makisnasından hiçbir farkı yokmuş kaynak makinasını coldwelde çeviren aparat küçücük bişey, @z nin verdiği linkdek makina farklı bişey konuyla alakası yok.
 (https://www.hizliresim.com/pfzxoou)
(https://www.hizliresim.com/pfzxoou) (https://www.hizliresim.com/ts8dtje)
(https://www.hizliresim.com/ts8dtje)Principle of cold welding, capacitor welding!
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 13 Ağustos 2022, 23:29:31
Gönderen: Yuunus - 13 Ağustos 2022, 23:29:31
@devreci nasil farki yok, gonderdigin linkteki urun argondan cold w. ceviriyormus bizde argon mu varki, bu isi normal ark kaynagi ile yapacaktiniz yanlis hatirlamiyorsam, @z hocam hic deneme yapmiyon artik.
Başlık: Ynt: Cold welding
Gönderen: z - 13 Ağustos 2022, 23:39:25
Gönderen: z - 13 Ağustos 2022, 23:39:25
Ugrasmak icin icim gidiyor ama elimde isler var.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 13 Ağustos 2022, 23:55:26
Gönderen: devrecii - 13 Ağustos 2022, 23:55:26
Hocam bak matematik bizi kapasitör yapma derdinden kurtamıştı değil mi?
Şimdi matematiğin önemi başlayalım elimizde 250amper kaynak makinası var çıkışı 50v.
-250amperde kaynak yapıyoruz çıkış voltajı kaça düştü 25V ye (aşağı yukarı bu değerde)
-o zamankaynak makinmızn iç direnci kaç (50-25)/R=250 R=0.1ohm
-0.1 ohm 50v ile 100000uf kapasitörü sıfırdan 50V kaç zamanda çıkarıız 0.01 saniye yani 10ms
-0.1 ohm 50v ile 400000uf kapasitörü sıfırdan 50V kaç zamanda çıkarıız 0.04 saniye yani 40ms
Ki biz kapasitörü tamamen desarj etmeyeceğiz ki diyelim dejarj ettik 40ms de iyide bu sürede aynı gücü kaynak makinası da veriyor zaten :D işte mataemtik bizi bir dertten daha kurtardı .
Şimdi matematiğin önemi başlayalım elimizde 250amper kaynak makinası var çıkışı 50v.
-250amperde kaynak yapıyoruz çıkış voltajı kaça düştü 25V ye (aşağı yukarı bu değerde)
-o zamankaynak makinmızn iç direnci kaç (50-25)/R=250 R=0.1ohm
-0.1 ohm 50v ile 100000uf kapasitörü sıfırdan 50V kaç zamanda çıkarıız 0.01 saniye yani 10ms
-0.1 ohm 50v ile 400000uf kapasitörü sıfırdan 50V kaç zamanda çıkarıız 0.04 saniye yani 40ms
Ki biz kapasitörü tamamen desarj etmeyeceğiz ki diyelim dejarj ettik 40ms de iyide bu sürede aynı gücü kaynak makinası da veriyor zaten :D işte mataemtik bizi bir dertten daha kurtardı .
Başlık: Ynt: Cold welding
Gönderen: z - 14 Ağustos 2022, 00:09:40
Gönderen: z - 14 Ağustos 2022, 00:09:40
Kaynak makinasi akim basmak istedigin andan itibaren 250A degere aninda cikamiyorki. En buyuk sikinti bu.
Hesapladigin 0.1 Ohm da kaynak makinasinin degil plazmanin direnci.
Hesapladigin 0.1 Ohm da kaynak makinasinin degil plazmanin direnci.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 14 Ağustos 2022, 00:22:40
Gönderen: Yuunus - 14 Ağustos 2022, 00:22:40
Alıntı yapılan: devrecii - 13 Ağustos 2022, 23:55:26Hocam bak matematik bizi kapasitör yapma derdinden kurtamıştı değil mi?ben en basta bunu soyledim, eski bir kayank makinesinin ise yarayacagini, cikisinida dogrulttugun zaman, is gorur demistim, ama o zaman bilmem ne kadar surede bilmem kac joule enerji gerekiyordu, hatta ozaman kafamdaki hesap 50 hz nin bir alternansi 10ms ye denk gelir yuklenince de biraz voltaj duser ama cikisi dogrultup birazda kondansator destegi le bu is olur diye dusunmustum ama o zaman reddedildi, simdi kapasitore hic ihtiyac yok diyon. >:(
Şimdi matematiğin önemi başlayalım elimizde 250amper kaynak makinası var çıkışı 50v.
-250amperde kaynak yapıyoruz çıkış voltajı kaça düştü 25V ye (aşağı yukarı bu değerde)
-o zamankaynak makinmızn iç direnci kaç (50-25)/R=250 R=0.1ohm
-0.1 ohm 50v ile 100000uf kapasitörü sıfırdan 50V kaç zamanda çıkarıız 0.01 saniye yani 10ms
-0.1 ohm 50v ile 400000uf kapasitörü sıfırdan 50V kaç zamanda çıkarıız 0.04 saniye yani 40ms
Ki biz kapasitörü tamamen desarj etmeyeceğiz ki diyelim dejarj ettik 40ms de iyide bu sürede aynı gücü kaynak makinası da veriyor zaten :D işte mataemtik bizi bir dertten daha kurtardı .
Başlık: Ynt: Cold welding
Gönderen: devrecii - 14 Ağustos 2022, 00:31:43
Gönderen: devrecii - 14 Ağustos 2022, 00:31:43
Alıntı yapılan: z - 14 Ağustos 2022, 00:09:40Kaynak makinasi akim basmak istedigin andan itibaren 250A degere aninda cikamiyorki. En buyuk sikinti bu.
Hesapladigin 0.1 Ohm da kaynak makinasinin degil plazmanin direnci.
Plazma 0.1 , iç direnç 0.1 ohm. Neden yavaş olsun aksine ilk seferde çok akım çekip igbtleri patlatmıyor mu ?
@Yuunus bana kızma hocana kız :D
Başlık: Ynt: Cold welding
Gönderen: z - 14 Ağustos 2022, 00:40:49
Gönderen: z - 14 Ağustos 2022, 00:40:49
Benim dagittigim kaynak makinasi forward yapida iki moslu bir kaynak makinasi idi.
Forumda vardir bostaki gerilim 50v du galiba.
Cikista da tam hatirlamiyorum 10uH gibi bobin vardi.
Frekans 60Khz mi neydi. %50 dutyden 8uS ediyor. (50/10)*8 den her bir 16us de akim sadece 40A yukseliyor.
250A icin 100us beklemen gerekiyor.
Kapasitif dejarjda daha isin basinda 250A cepte.
Ben gerek resimlerini verdigim makinayi gorunce gerek bazi yabanci forum sitelerinde cold weldingin kapasitif dejarj teknigini kullanildigini yazmalari uzerine kaynak makinesini donusturme isinden vazgectim.
Neyse ugras bakalim. Belki sen kaynak makinasi ile yaparsin.
Benim umudum yok soyle yok;
Mutfakta yiyecekleri sardigimiz aluminyum folyoyu yan yana birlestirip cold welding ile folyoyu delmeden nokta nokta kaynattilar. Onu da gorunce bu kesin kapasitif dejarj dedim.
Forumda vardir bostaki gerilim 50v du galiba.
Cikista da tam hatirlamiyorum 10uH gibi bobin vardi.
Frekans 60Khz mi neydi. %50 dutyden 8uS ediyor. (50/10)*8 den her bir 16us de akim sadece 40A yukseliyor.
250A icin 100us beklemen gerekiyor.
Kapasitif dejarjda daha isin basinda 250A cepte.
Ben gerek resimlerini verdigim makinayi gorunce gerek bazi yabanci forum sitelerinde cold weldingin kapasitif dejarj teknigini kullanildigini yazmalari uzerine kaynak makinesini donusturme isinden vazgectim.
Neyse ugras bakalim. Belki sen kaynak makinasi ile yaparsin.
Benim umudum yok soyle yok;
Mutfakta yiyecekleri sardigimiz aluminyum folyoyu yan yana birlestirip cold welding ile folyoyu delmeden nokta nokta kaynattilar. Onu da gorunce bu kesin kapasitif dejarj dedim.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 14 Ağustos 2022, 01:11:16
Gönderen: devrecii - 14 Ağustos 2022, 01:11:16
Hocam uğraşacaksan kapastörleri yollıyım sana hatta bordu filan da , ama eğer bi yapamazsan var ya... ;D
100uS filan iyi rakamlar ms lerden konuşuyoruz, daha hızlısı ısıya neden olmuyor , havayı patlatıyor.
100uS filan iyi rakamlar ms lerden konuşuyoruz, daha hızlısı ısıya neden olmuyor , havayı patlatıyor.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 14 Ağustos 2022, 01:46:45
Gönderen: Yuunus - 14 Ağustos 2022, 01:46:45
sema filan paylasmis, dusuk guclu bir cihaz,
https://pulsearcwelder.blogspot.com/2012/11/page3-insides-of-abi-pulse-arc-welder.html
https://pulsearcwelder.blogspot.com/2012/11/page3-insides-of-abi-pulse-arc-welder.html
Başlık: Ynt: Cold welding
Gönderen: z - 14 Ağustos 2022, 03:11:09
Gönderen: z - 14 Ağustos 2022, 03:11:09
Alıntı yapılan: devrecii - 14 Ağustos 2022, 01:11:16... havayı patlatıyor.
Sen HV yada HF plazma baslatici yaptin mi? Yapmadiysan TIG LIFT teknigini kullanmis olman lazim.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 14 Ağustos 2022, 13:33:57
Gönderen: devrecii - 14 Ağustos 2022, 13:33:57
Yukarıya koyduğum resimlerde hv starter var ,
Şöyle bişey var biz ne dedik havanın direci 0.1ohm olsun dedik ama unutmayalım bu ısınmıs havanın direnci. İşte kaynak igbtleri bu sebeble patlıyor çünkü kaynak başladığı an çok düşük ohmajla karşılaşıyor ve hava ısınıyor sonra ibgt duty %50 lere yaklaşıyor.
Şimdi bu deneyde hava soğuk bizde havaya kapasitörü boşaltıyoruz ne oluyor ısıya neden olmuyor aynı kablolarda ısı oluşmaması gibi ısı oluşması için yüksek dirence gerek var o yüzden patlama oluyor hava molekülleri patlıyor erime olmuyor.
O zaman ilk başta kaynak yapmaya başlayacak hava ısındığı an kapasitörleri boşaltacak.
Şöyle bişey var biz ne dedik havanın direci 0.1ohm olsun dedik ama unutmayalım bu ısınmıs havanın direnci. İşte kaynak igbtleri bu sebeble patlıyor çünkü kaynak başladığı an çok düşük ohmajla karşılaşıyor ve hava ısınıyor sonra ibgt duty %50 lere yaklaşıyor.
Şimdi bu deneyde hava soğuk bizde havaya kapasitörü boşaltıyoruz ne oluyor ısıya neden olmuyor aynı kablolarda ısı oluşmaması gibi ısı oluşması için yüksek dirence gerek var o yüzden patlama oluyor hava molekülleri patlıyor erime olmuyor.
O zaman ilk başta kaynak yapmaya başlayacak hava ısındığı an kapasitörleri boşaltacak.
Başlık: Ynt: Cold welding
Gönderen: z - 14 Ağustos 2022, 15:09:35
Gönderen: z - 14 Ağustos 2022, 15:09:35
Bir video ceksene. Kaynak noktalarinin etrafinda cok asiri siyahlasma var. Bu bana HV plazmanin ise yaramadigi kontak temasi ardindan ark olustugu izlenimini verdi.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 14 Ağustos 2022, 15:51:55
Gönderen: devrecii - 14 Ağustos 2022, 15:51:55
Bende tıg torch, argon yok hocam matkap ucuyla deniyorum ;D o nedenle kararmalar oluyor tetikleme konusunda hiçbir sıkıntı yok bana güvenebilirsin her şey yolunda zaten programda kısa devre koruması var uc kısa devre yapmışsa mosfetleri kesiyor uyarısını veriyor kısa devre oldu diye yada kapasitör voltajı indi diye.
Bikaç deneme daha yapacağım şimdi . kaynak başlatıp kapasitörlerdeki enerjiyi verecem bakalım ne olacak. Video çekerim.
Bikaç deneme daha yapacağım şimdi . kaynak başlatıp kapasitörlerdeki enerjiyi verecem bakalım ne olacak. Video çekerim.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 14 Ağustos 2022, 18:40:46
Gönderen: devrecii - 14 Ağustos 2022, 18:40:46
Video:
https://s5.dosya.tc/server8/6xwq9j/VID_20220814_181631.3gp.html
https://s5.dosya.tc/server8/6xwq9j/VID_20220814_181631.3gp.html
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 29 Ağustos 2022, 20:13:35
Gönderen: Yuunus - 29 Ağustos 2022, 20:13:35
@z merak edip elimdeki 20 tane 2200uf kond. birlestirip 1mm lik kond. bacaklarini birbirine kaynak yaptim, oyle hf starter filan kullanmadim ustelik pulse kesici switch te yok, dogrudan desarj ile, belkide sansim yaver gitti, voltajla oynayarak daha iyi sonuc alabiliyorum, lakin aklima su takildi cold weld tekniginde hf starter sart mi, sart ise neden bunun izahi sanirim en onemli nokta, izledigim birkac videoda dogrudan torc dokunarak kaynak yapiyordu yada benimkisi goz yanilmasi, madem dokunarak kaynak yapiyorsa hf startera ne gerek var o zaman, ama senin aciklamalarinda sanki hf starter ile ark baslatip sonra yuksek akim kaynagini devreye alip 1ms akim yolluyordun, en cok kafami karistiran soru ise su: hf starter nasil calisacak, surekli acik kalip biz 1msn pulse ile yuksek akim mi akitacagiz, yoksa arktan dolayi olusan direnc oyle dusuk bir degere ulasacak ki tam o anda elimiz switcte zaten basili iken bu anda bir devre bu hava direncini sense edip o 1msn lik yuksek akimi otomatik olarak kendisi mi baslatacak, yani switch sadece gorev dongusu icin mi kullanilacak?
bende gaz filan yok, torch olarakta sivri uclu akilli vida kullandim, ucu kizarmasina ragmen genede iyi dayandi.
bende gaz filan yok, torch olarakta sivri uclu akilli vida kullandim, ucu kizarmasina ragmen genede iyi dayandi.
Başlık: Ynt: Cold welding
Gönderen: z - 29 Ağustos 2022, 20:24:23
Gönderen: z - 29 Ağustos 2022, 20:24:23
Iki turlu ark baslatabiliyorsun.
Birincisi HV/HF teknigi.
Ikincisi lift TIG teknigi. Once elektrodlari dokundur (Dokunma esnasinda desarj yapmiyorsun.) Sonra ayir. Tam kisa devreden acik devreye gecerken elekrodlar arasi mesafe mikron mesafe acilmisken ark basliyor. Bu islemi elektronik devre algilayip otomatik yapiyor.
Makbul olani HV/HF cunku acemiler bile kullanabiliyor. Lift tigde ustalik gerekiyor. Yuvarlama teknigi denen bir teknik kullaniliyor. (Torcu fincan cevresinde ceviriyorsun.)
Elektrodlari yaklastiriyorsun ve tetige basiyorsun. HV atlama basladiginda zaten ana desarj akimi da baslayacak. Elektronik devre belirlenen sure sonunda akimi kesecek.
Birincisi HV/HF teknigi.
Ikincisi lift TIG teknigi. Once elektrodlari dokundur (Dokunma esnasinda desarj yapmiyorsun.) Sonra ayir. Tam kisa devreden acik devreye gecerken elekrodlar arasi mesafe mikron mesafe acilmisken ark basliyor. Bu islemi elektronik devre algilayip otomatik yapiyor.
Makbul olani HV/HF cunku acemiler bile kullanabiliyor. Lift tigde ustalik gerekiyor. Yuvarlama teknigi denen bir teknik kullaniliyor. (Torcu fincan cevresinde ceviriyorsun.)
Alıntı Yapen cok kafami karistiran soru ise su: hf starter nasil calisacak, surekli acik kalip biz 1msn pulse ile yuksek akim mi akitacagiz, yoksa arktan dolayi olusan direnc oyle dusuk bir degere ulasacak ki tam o anda elimiz switcte zaten basili iken bu anda bir devre bu hava direncini sense edip o 1msn lik yuksek akimi otomatik olarak kendisi mi baslatacak, yani switch sadece gorev dongusu icin mi kullanilacak?
Elektrodlari yaklastiriyorsun ve tetige basiyorsun. HV atlama basladiginda zaten ana desarj akimi da baslayacak. Elektronik devre belirlenen sure sonunda akimi kesecek.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 29 Ağustos 2022, 21:55:31
Gönderen: Yuunus - 29 Ağustos 2022, 21:55:31
Alıntı yapılan: z - 29 Ağustos 2022, 20:24:23Elektrodlari yaklastiriyorsun ve tetige basiyorsun. HV atlama basladiginda zaten ana desarj akimi da baslayacak. Elektronik devre belirlenen sure sonunda akimi kesecek.@z hocam buraya kadar guzel peki bu atlama mesafesinin ne kadar olmasi gerekiyor, mesela 2mm de atlamaya basladi bu anda kon. desarja baslanmali mi yoksa bu mesafenin 1um ye dustugu anda mi desarja baslamak daha iyidir, yada olmasi gereken net olarak belli mi, cunki birinciyi yapmak kolay ama ikincisi icin ayrica bir yapi kurmak gerek.
Başlık: Ynt: Cold welding
Gönderen: z - 29 Ağustos 2022, 22:05:21
Gönderen: z - 29 Ağustos 2022, 22:05:21
Ben o asamaya gelemedim. Mantiken buyuk araliktan atlama istenmez. Cunku kondansatordeki enerji ziyan olur.
Cok yakin atlama da istenmez. El titrerse elektrodlar yapisabilir. Ideal mesafe ne olmali bilmiyorum.
Cok yakin atlama da istenmez. El titrerse elektrodlar yapisabilir. Ideal mesafe ne olmali bilmiyorum.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 30 Ağustos 2022, 20:47:33
Gönderen: devrecii - 30 Ağustos 2022, 20:47:33
@z neden israr ediyorsun kapasitör boşalımı gerekiyor diye anlamadım , video hakkında yorum yapmadın uğraştık video çektik cevap bile vermedin .
Benim yapacağın makinada da yine kapasitör gerekecek 22000uf 450v şebeke doğrultmada kullanacağım ama amaç kapasitör discharge değil smps yüksek güçlü olacak sigortaları attırmaması için.
Benim yapacağın makinada da yine kapasitör gerekecek 22000uf 450v şebeke doğrultmada kullanacağım ama amaç kapasitör discharge değil smps yüksek güçlü olacak sigortaları attırmaması için.
Başlık: Ynt: Cold welding
Gönderen: z - 30 Ağustos 2022, 20:58:50
Gönderen: z - 30 Ağustos 2022, 20:58:50
Dokumanindan resimler verdigim makine kapasitif desarj teknigini kullaniyor o yuzden israr ediyorum.
Sozkonusu makine mutfakta kullanilan aluminyum folyoyu uc uca getirip tik tik kaynatiyor.
Videona baktim enerji cok az. Kapasitor blogun dusuk kapasitede. At bir 100 Bin uF Bak neler olacak.
Sozkonusu makine mutfakta kullanilan aluminyum folyoyu uc uca getirip tik tik kaynatiyor.
Videona baktim enerji cok az. Kapasitor blogun dusuk kapasitede. At bir 100 Bin uF Bak neler olacak.
Başlık: Ynt: Cold welding
Gönderen: elektronik - 30 Ağustos 2022, 21:02:48
Gönderen: elektronik - 30 Ağustos 2022, 21:02:48
@z Hocam daha öncede sormuştum ama cevap vermediniz. bu makinede süper kapasitör kullansaniz olmazmi?
Başlık: Ynt: Cold welding
Gönderen: z - 30 Ağustos 2022, 21:34:26
Gönderen: z - 30 Ağustos 2022, 21:34:26
Super kondansatorleri yeterince tanimiyorum. Fakat bunlarin yuksek akim vermek uzere tasarlanmadiklarini, burada sozu edilen akimlara kiyasla son derece kucuk akimlari uzun sure verebilmeleri icin tasarlandiklarini dusunuyorum.
Her ne kadar youtubeda punta kaynagi gibi uygulamalar yapanlar olsa da videolar cekildikten sonra kapaitorlere ne oluyor yada yaptiklari punta duzenegi kac kullanimdan sonra kondansatorler pert oluyor bilgimiz yok.
Her ne kadar youtubeda punta kaynagi gibi uygulamalar yapanlar olsa da videolar cekildikten sonra kapaitorlere ne oluyor yada yaptiklari punta duzenegi kac kullanimdan sonra kondansatorler pert oluyor bilgimiz yok.
Başlık: Ynt: Cold welding
Gönderen: Yuunus - 30 Ağustos 2022, 23:15:13
Gönderen: Yuunus - 30 Ağustos 2022, 23:15:13
Alıntı yapılan: z - 30 Ağustos 2022, 20:58:50Dokumanindan resimler verdigim makine kapasitif desarj teknigini kullaniyor o yuzden israr ediyorum.tamam iste aluminyum folyoyu yada daha kucuk ince metaller ile deneme yapabiliriz, ille 100.000uf ye il etapta gerek var mi? hocam bence sistemdeki asil can alici noktaya egilmek gerek, ihtiyac duyan buyuk kapasiteyi sonra ekler.
Sozkonusu makine mutfakta kullanilan aluminyum folyoyu uc uca getirip tik tik kaynatiyor.
Videona baktim enerji cok az. Kapasitor blogun dusuk kapasitede. At bir 100 Bin uF Bak neler olacak.
Başlık: Ynt: Cold welding
Gönderen: z - 31 Ağustos 2022, 01:52:46
Gönderen: z - 31 Ağustos 2022, 01:52:46
O zaman @devreci aluminyum folyo kaynatmayi bir denesin.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 31 Ağustos 2022, 13:25:02
Gönderen: devrecii - 31 Ağustos 2022, 13:25:02
Alıntı yapılan: z - 31 Ağustos 2022, 01:52:46O zaman @devreci aluminyum folyo kaynatmayi bir denesin.
Kaynak makinasının frekansı 50khz den 1khz'ye iner , duty %0.01'e iner o zaman folyo erimeden kaynatılabilir.
Alıntı yapılan: zAt bir 100 Bin uF Bak neler olacak.zaten 100bin var 200 bin olunca bütün problemler bitecek mi ?

Başlık: Ynt: Cold welding
Gönderen: yas - 28 Eylül 2022, 19:11:34
Gönderen: yas - 28 Eylül 2022, 19:11:34
Buyur buradan yak.
Başlık: Ynt: Cold welding
Gönderen: devrecii - 29 Eylül 2022, 22:55:21
Gönderen: devrecii - 29 Eylül 2022, 22:55:21
Alıntı yapılan: yas - 28 Eylül 2022, 19:11:34Buyur buradan yak.
İki plakanın arasını biraz açıp öyle yapsaydı çok daha dayanıklı olurdu, amper veya yakma süresi de düşük. İlk sayfadaki video gibi değil.
Başlık: Ynt: Cold welding
Gönderen: 0M42 - 09 Mart 2023, 13:42:02
Gönderen: 0M42 - 09 Mart 2023, 13:42:02
2 - 3 mm kalınlıktaki metalleri gaz olmadan cold welding mantığıyla bir birine kaynak edebilecek bir yöntem yok mu acaba mesela pil puntalama mantığıyla olmazmı? Küçük çaplı hobi atölyeleri için gaz ekipmanı çok teferruatlı ve pahalı oluyor.
Başlık: Ynt: Cold welding
Gönderen: ercan_t - 10 Mart 2023, 08:06:13
Gönderen: ercan_t - 10 Mart 2023, 08:06:13
Alıntı yapılan: 0M42 - 09 Mart 2023, 13:42:022 - 3 mm kalınlıktaki metalleri gaz olmadan cold welding mantığıyla bir birine kaynak edebilecek bir yöntem yok mu acaba mesela pil puntalama mantığıyla olmazmı? Küçük çaplı hobi atölyeleri için gaz ekipmanı çok teferruatlı ve pahalı oluyor.https://www.youtube.com/watch?v=VRXka1Z0ctM
link (https://tr.banggood.com/Mini-MIG-200-AC220V10-pencent-IGBT-MIG-MMA-TIG-Gasless-Welding-Machine-Welder-Welding-Equipment-Replace-Manual-Welding-p-1762587.html?cur_warehouse=CN)